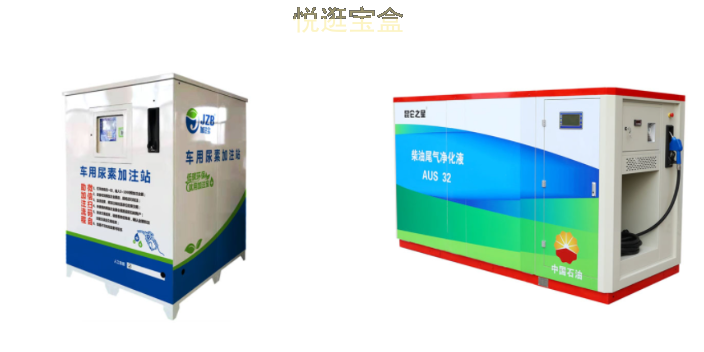
根据车用尿素加注机使用功能车用尿素加注机在功能模式上有以下几种:手动加注/自动加注模式(刷卡/扫码/手动均可加注)、后台管理系统以及云端数据传输(后台管理“会记账”)、定量/定金额加注或任意加注、高/低液位显示、防爆/防冻/等多种型号、语音提示/智能化人性化根据车用尿素加注机使用场景分车用尿素加注机需要根据客户使用场景和需求来定的,比如车队客户关注的是加注方便,后台管理,对于每辆车使用情况比较清楚,那需要加注有刷卡和后台管理功能,这样能够很好的对车辆车用尿素液使用进行管理;比如油站客户,需要加注机油扫码加注功能,后台管理功能等等*重要的是需要有防爆功能;在一些北方寒冷地区,有些客户还是需要车用尿素加注机有保温功能;另外在一些使用场景下,客户需要一些移动便携的车用尿素加注机;一键管理,高效运营:加注机智能管理系统!陕西招商加注机系统研发

为什么不能添加纯净水替代尿素溶液?根据GB29518-2013标准,柴油发动机车用尿素是将纯净固态尿素溶于去离子水中得到32.5%浓度的溶液,尿素浓度标准是32.5%(±0.7%),尿素虽然使用纯净水进行制作的,但经过加工后,纯净水变成了去离子水再融合纯净尿素变成一定浓度的车用尿素溶液。这个32.5%的尿素浓度是一定的,是净化卡车尾气中污染物的比较好浓度,尿素浓度低于标准会导致氮氧化物转换效率下降,从而出现排放超标故障;尿素浓度高于标准会导致产生过多的氨气,增加污染物。尿素溶液中32.5%是高纯度尿素,那剩下的67.5%为去离子水,什么是去离子水?也就是去除了离子状态杂质的水,也就是我们所说的超纯水。意思就是比纯净水还要纯净。所以纯净水完全替代不了车用尿素溶液当中的水成分,虽然纯净水相对于人体而言杂质较少,但对于后处理系统中的精密仪器而言,纯净水还是算杂质很多的,完全比不上超纯水的等级。因此不能在尿素溶液中添加纯净水代替尿素使用。所以在尿素中添加纯净水的做法是不可行的,必须严格使用标准尿素。安徽开发加注机系统定制提高销售效率,选择加注机智能管理系统!

正确操作指南一是场地干净确保车辆停在干净的场地,不可在漫天灰尘的地方或者下雨的时候作业;二是工具干净带上干净手套或清洗掉手上油污,打开桶装尿素,清理掉铝箔封口残留的纸垫片和其他杂质,旋上干净的尿素加注管;三是检查清理将尿素箱加注口周围清理干净;打开尿素箱加注口,检查并清理干净加注口及尿素箱盖子上的杂质,将尿素箱盖口朝上摆放,避免杂质污染尿素盖;四是检查尿素盖尿素加注完毕后,要检查尿素盖是否被污染,如果有被杂质污染,要先用尿素进行清洗,然后再将尿素盖拧紧。
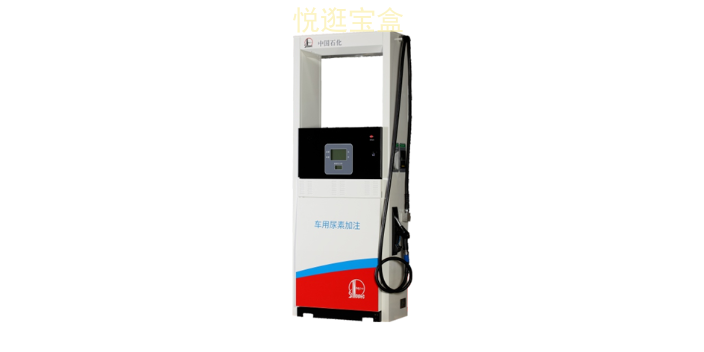
行内人都知道,车用尿素加注机是给柴油车加注“尿素溶液”的。“尿素溶液”是柴油车尾气处理液的俗称,国家强制要求用来专门处理柴油车尾气的。据了解,我国对所有国四以上标准的柴油车,全部强制安装了SCR(一种氧化催化技术)系统。其加注尾气处理液(也就是“尿素溶液”)后,能减少柴油车尾气中90%的氮氧化物和80%的颗粒物,**地减少了大型车辆对空气的污染。随着国家对空气质量的重视,车用尿素加注机的市场越来越大,企货通的车用尿素智能加注设备也在全国蔓延推展,越来越多的企货通车用尿素加注机出现在城市的加油站,车用尿素加注机的出现解决了车用尿素加注难、慢、累的困扰,**提高了车用尿素加注效率,同时也为环保做出了贡献。创新升级,轻松开启智能零售,加注机系统!
随着汽车工业的发展,工厂智能化、自动化、节拍等要求越来越高,真空加注工艺作为整车总装装配的重要一环,影响着整车质量和客户满意度。真空加注是通过对其加注系统抽真空,形成负压的原理,进行高压往低压的流体输送,从而达到液体加注的目的,减小了因直接正压加注导致的管路接口松动、管路破裂的情况,保证了加注过程的进行。根据整车加注流体的不同可分为:冷却液,制动液和冷媒,流体循环的系统对应为整车冷却系统、制动系统和空调系统。了解各系统装配特性、零件特性,了解真空加注原理,掌握真空加注工艺参数设定原理及方法对整车三大系统的加注质量提升至关重要。智能零售,开启商业新蓝海,加注机系统!吉林扫码自助加注机管理系统
轻松管理,智能运营,加注机智能管理系统!陕西招商加注机系统研发
采用压力加注时,需对加注系统进行密封处理,加注枪头与加注壶口接触面必须起到良好的密封作用,通常采用的单级密封即轴向密封,即采用加注枪头卡爪将壶口夹紧以起到密封作用,因此,卡爪与壶口之间夹紧力对轴向密封性起关键作用。夹紧力过大会夹坏壶口,夹紧力过小会导致泄漏;当加注壶口端面制造精度不良时,径向密封无法管控,即出现密封不良现象,影响加注质量[3]。因此,采用轴向与径向双级密封,轴向依靠夹紧力密封,径向依靠密封圈变形量实现密封,减少了气密及加注过程中的泄漏风险。建立夹紧测试模型,通过测试数据得出夹紧力、泄漏量、壶口破损率多变量模型,精细设定夹紧力范围。陕西招商加注机系统研发