- 品牌
- 协豪
- 型号
- 标准
plc编程的重点是模拟原有的作业流程,将控制过程由程序运行来完成。所以内容就是对工艺的程序描述。因此需要熟练掌握PLC程序语言和基本的功能实现。PLC语言分梯形图和语句及功能图三种。常用的是梯形图,这个适合用于基本逻辑描述,语句表适合对数据加工用,相对难理解些。功能图的适合步进类型的状态功能描述,用的不多。自学的话需要安装相应的软件,各个厂家的有很多不同点,但是都类似。其次要对基本电气逻辑控制有一定的了解,第三就是不断自己模拟编程进行练习,就是在网上找相关的程序自己研读,搞清楚其中的逻辑过程,并自己从新再编辑一次,如此就能有一定的了解了。然后就是不断的实践,增强能力。自学PLC需要具备的条件应该如下:1、你要学习编程软件的PLC(比如西门子,台达,欧姆龙等等)一台,各个品牌的PLC其编程软件都略有不同,所以学什么软件就备什么PLC。2、比较好备用一台hmi(人机界面),因为PLC往往需要做一些组态控制,没有这个还真不好实现,当然现在二合一的很多,你可以备一个二合一的设备比较好。3、plc编程软件和HMI编程软件一套4、相关电路设计知识。plc学会了做什么工作?可以应聘:PLC控制设备的调试技术人员,PLC控制设备的开发设计师。协豪科技外包、研发PLC控制系统等外协工作,解决客户技术方案,降低人力短缺和成本等问题,提升设备质量。成都信捷PLC编程外包质量
东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。PLC是采用“顺序扫描,不断循环”的方式进行工作的。即在PLC运行时,CPU根据用户按控制要求编制好并存于用户存储器中的程序,按指令步序号(或地址号)作周期性循环扫描,如无跳转指令,则从一般条指令开始逐条顺序执行用户程序,直至程序结束,然后重新返回一般条指令,开始下一轮新的扫描,在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。PLC的一个扫描周期必经输入采样、程序执行和输出刷新三个阶段。PLC在输入采样阶段:首先以扫描方式按顺序将所有暂存在输入锁存器中的输入端子的通断状态或输入数据读入,并将其写入各对应的输入状态寄存器中,即刷新输入,随即关闭输入端口,进入程序执行阶段。天津台达PLC编程外包流程协豪科技PLC控制系统外包,让您尽在掌控。

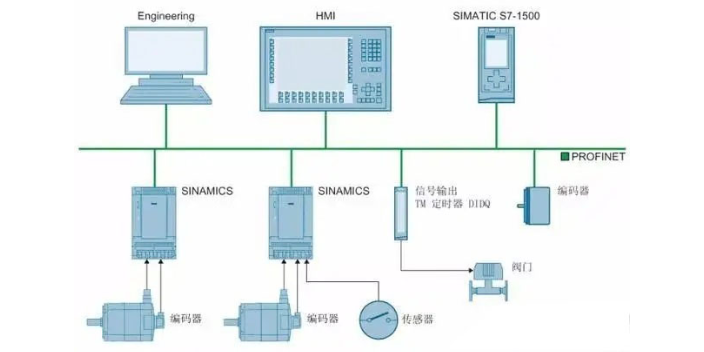
我们要合理的选用PLC,用其长处,避其短处。例如某设备只是些动作控制,如机械手,可选择三菱的PLC,某设备有伺服或步进要进行定位控制,也选三菱的PLC;像中央空调,污水处理,温度控制等这类有很多模拟量要处理的就要选西门子的PLC比较合适,某设备现场有很多仪表的数据要用通信进行采集,选西门子的好控制。区别非常大的.芯片肯定是有所不同的。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的**软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。体现在容量和运算速度上)但大的区别还是体现在编程软件的思路和结构上个人认为三菱(日系的中品牌)PLC的软件至少落后西门子5年以上。大中型的暂且不说,就拿三菱比较有优势的小型机FX系列和西门子S7-200系列比较。1、三菱的编程软件从早期的FXGPWIN到近期的(我所知道新的),和所有的日系品牌一样。
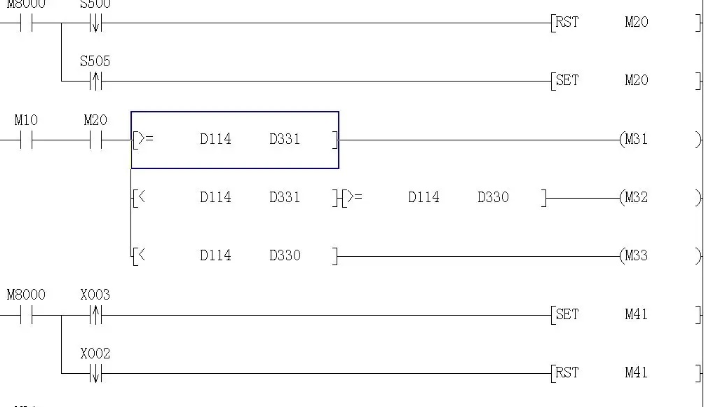
简化的程序结构:PLC的程序结构通常很简单,典型的为块式结构,不同块完成不同的功能,使程序的调试者对整个程序的控制功能和控制顺序有清晰的概念。4.简化应用过程:使用汇编语言和高级语言编写程序,要完成编辑、编译和连接三个过程,而使用编程语言,只需要编辑一个过程,其余由系统软件自动完成,整个编辑过程都在人机对话下进行的,不要求用户有高深的软件设计能力。5.强化调试手段:无论是汇编程序,还是高级语言程序调试,都是令编辑人员头疼的事,而PLC的程序调试提供了完备的条件,使用编程器,利用PLC和编程器上的按键、显示和内部编辑、调试、监控等,并在软件支持下,诊断和调试操作都很简单。总之,PLC的编程语言是面向用户的,对使用者不要求具备高深的知识、不需要长时间的专门训练。LD与LDI指令用于与母线相连的接点,此外还可用于分支电路的起点。OUT指令是线圈的驱动指令,可用于输出继电器、辅助继电器、定时器、计数器、状态寄存器等,但不能用于输入继电器。输出指令用于并行输出,能连续使用多次。触点串连指令(AND/ANDI)、并联指令(OR/ORI)AND、ANDI指令用于一个触点的串联,但串联触点的数量不限,这两个指令可连续使用。协豪科技PLC程序研发外包,让您在一站式的“交钥匙”工程服务模式下免除了后顾之忧。
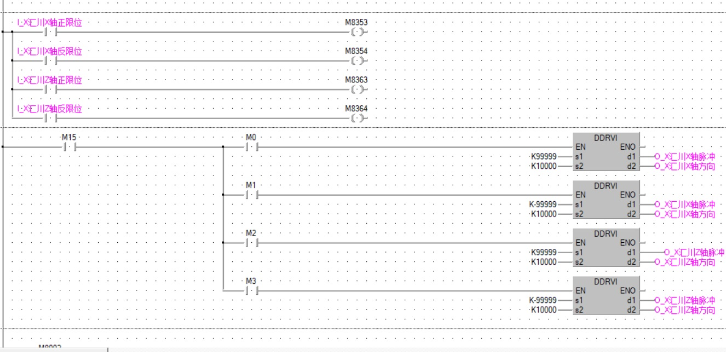
注:模拟输入的配线的要求1、使用**双绞线,但不连接**层。2、当一个输入不使用的时候,将VIN和COM端子短接。3、模拟信号线与电源线隔离(AC电源线,高压线等)。4、当电源线上有干扰时,在输入部分和电源单元之间安装一个滤波器。5、确认正确的接线后,首先给CPU单元上电,然后再给负载上电。6、断电时先切断负载的电源,然后再切断CPU的电源。PLC编程算法三脉冲量的计算脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。1、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算“角度百分比=设定角度/360°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。”公式为:角度动作脉冲数=一圈总脉冲数*(设定角度/360°)。2、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[(滚轮直径*)/一圈总脉冲数]3、步进电机的位置控制就是角度控制与距离控制的综合。能够为您提供高质量及稳定性好的PLC控制系统,同时还提供设备制造合约的综合外包服务。深圳PLC编程外包怎么找
承接自动化、电气、PLC编程外包、触摸屏及各种组态项目设计、调试。成都信捷PLC编程外包质量
便于对用户程序理解;避免梯形图或其他语言不能顺序动作的缺陷,同时也避免了用梯形图语言对顺序动作编程时,由于机械互锁造成用户程序结构复杂、难以理解的缺陷;用户程序扫描时间也缩短。结构文本化语言结构化文本语言是用结构化的描述文本来描述程序的一种编程语言。它是类似于高等语言的一种编程语言。在大中型的PLC系统中,常采用结构化文本来描述控制系统中各个变量的关系。主要用于其他编程语言较难实现的用户程序编制。结构化文本编程语言采用计算机的描述方式来描述系统中各种变量之间的各种运算关系,完成所需的功能或操作。大多数PLC制造商采用的结构化文本编程语言与BASIC语言、PASCAL语言或C语言等高等语言相类似,但为了应用方便,在语句的表达方法及语句的种类等方面都进行了简化。结构化文本编程语言的特点:采用高等语言进行编程,可以完成较复杂的控制运算;需要有一定的计算机高等语言的知识和编程技巧,对工程设计人员要求较高。直观性和操作性较差。PLC编程算法编辑PLC编程算法一开关量的计算1、开关量也称逻辑量,指有两个取值,0或1、ON或OFF。它是常用的控制,对它进行控制是PLC的优势,也是PLC基本的应用。开关量控制的目的是。成都信捷PLC编程外包质量

- 无锡基恩士PLC编程外包 2024-11-22
- 黑龙江西门子PLC编程外包 2024-11-22
- 天津欧姆龙PLC编程外包软件 2024-11-22
- 佛山基恩士PLC编程外包软件 2024-11-22
- 南京永宏PLC编程外包企业 2024-11-22
- 北京汇川PLC编程外包软件 2024-11-22
- 杭州松下PLC编程外包平台公司 2024-11-22
- 河北松下PLC编程外包价格 2024-11-22