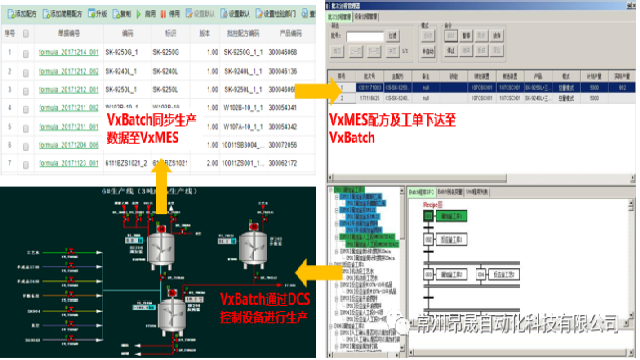
MES系统重点搭建以下业务模块:(1)计划工单:结合销售订单、比较低库存生产单、人工临时生产单三方面因素线下制定排产计划,然后将计划拆解为工单,并明确配方、产量、车间、产线,分解为工单,工单经过确认后生效执行,作为生产指令下达给Batch。(2)生产执行:该模块需要Batch系统的密切配合。MES将生产计划根据产能进行分解,并下发生产指令到Batch,指导Batch开始启动生产。对于人工投料等操作,则由MES实现人机交互,由系统按照标准生产配方要求下达操作指令到指定对象手机中,指导操作员按照系统指示进行操作,并将操作员操作行为记录下来进行反馈。通过人机交互和其它业务系统交互实现标准化生产,减少操作失误。(3)过程记录:以Batch传回的批次数据为基础,实现每一生产批的生产过程工艺参数、人员、时间、投料明细等要素的自动记录,并进一步实现批次维度的质量追踪、批投入产出分析等精细化数据分析。以科技为动力,以质量求生存!广东不饱和树脂安全仪表系统选型

现场控制单元的软件主要包括以实时数据库为中心的数据巡检、控制算法、控制输出和网络通信等软件模块组成。实时数据库起到了中心环节的作用,在这里进行数据共享,各执行代码都与它交换数据,用来存储现场采集的数据、控制输出以及某些计算的中间结果和控制算法结构等方面的信息。数据巡检模块用以实现现场数据、故障信号的采集,并实现必要的数字滤波、单位变换、补偿运算等辅助功能。DCS的控制功能通过组态生成,不同的系统,需要的控制算法模块各不相同,通常会涉及以下一些模块:算术运算模块、逻辑运算模块、PID控制模块、变型PID模块、手自动切换模块、非线性处理模块、执行器控制模块等等。控制输出模块主要实现控制信号以故障处理的输出。广东不饱和树脂安全仪表系统选型常州昂晟始终提供持续、高效、稳定、快捷的服务,为用户创造价值并提升发展空间!

DCS与SIS的区别:DCS控制系统由控制节点(控制节点是控制站、通信接口等的统称)、操作节点(操作节点是工程师站、操作员站、服务器站、数据管理员站等的统称)及通讯网络(管理信息网、过程信息网、过程控制网、I/O总线)等构成。操作原站是由工业PC机、显示器、键盘、鼠标、打印机等组成的人机系统,是操作人员完成过程监控管理任务的人机界面。高新能工控机、完善的流程图机能、多窗口画面显示功能可以方便地实现生产过程信息的集中显示、集中操作和集中管理。工程师站是为专业工程技术人员设计的,内装有相应的组态平台、监控平台和系统维护工具。
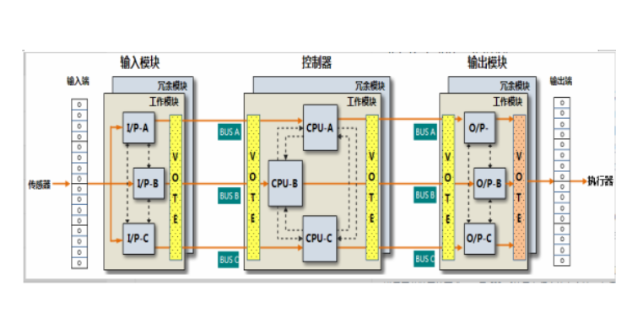
系统表决算法:3个通道正常时,执行 2oo3D 表决算法;2 个通道正常时,隔离故障的通道,执行 1oo2D 算法;1 个通道正常时,系统输出故障安全值。输入模块的冗余和表决机制:输入模块冗余模式下,现场信号同时进入两个冗余输入模块,两个冗余输入模块同时工作,无主备之分;每个输入模块由三路采样和处理通道构成,通道间相互独立工作(无需同步);输入模块的实时输入数据经过 3 个通道的表决之后,被送到控制器中;控制器模块的冗余和表决机制。安全仪表系统你不了解一下!

批量程序允许手自动自如切换,切换到手动时允许跳转执行;自动控制时某一步需要人工干预的可以切换手动,干预结束后要求可以切回自动继续执行。(2)每批次生产结束自动生产常规生产报表,生产报表根据甲方提供模板设计,进行条件预设,生产过程中的不合格指标用颜色分并在后附结果显示不合格项。(3)批量控制系统应满足MES系统、OTS系统、条形码系统的相关数据要求,并确保几套系统的相互之间顺畅交流。配方批量系统包含BatchView配方管理套件,BatchReport报表套件,其具备:(4)S88标准规定的结构体系,包括配方管理,生产规划与调度,生产信息管理,过程管理,批次报表。采用国际通行结构模式,以实时数据库和关系数据库为数据**,配方管理,调度,过程管理,历史数据记录,报表等功能基本通过该数据实现,权限管理功能通过上位监控软件实现,批量过程控制,设备控制主要通过下位机实现。常州昂晟为项目保驾护航!上海不饱和树脂安全仪表系统方案
常州昂晟始终客户至上,服务为首!广东不饱和树脂安全仪表系统选型
安全控制功能:采集输入信号,经过安全控制逻辑运算后,输出驱动信号;安全站间通信功能:安全控制站之间交互安全数据;系统诊断功能:内部诊断系统可识别系统运行期间产生的故障并发出适当的报警和状态指示;SOE记录功能:采集并记录发生的顺序事件记录;系统事件记录功能:对系统发生过的事件进行记录;状态指示功能:对系统的当前状态进行指示;网络通信功能:与安全控制站以外的设备进行通信,包括与DCS控制站的常规站间通信,与工程师站或与操作站之间的数据交互,与MODBUS设备之间的数据交互。广东不饱和树脂安全仪表系统选型