- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
俗话说“外来的和尚好念经”,管理变革通常是工具方法的改变,同时也会涉及组织架构的调整,以及责、权、利的重新分配。在涉及这些敏感问题时,咨询师客观公正的角色,更容易被企业内部各方所接受,借助“外脑”、“外力”的重要性也让越来越多的企业开始意识到内部人员进行管理变革的局限。咨询师作为第三方外部人员,先不谈专业能力,其公正中立的角色定位天然没有这些局限,不用担心老板不喜欢,不必顾虑同事猜忌,可以单纯地从“是否符合企业利益增长”的角度来考虑问题。而且其相对中立的角色定位,可以科学合理地平衡各方诉求,是企业沟通的桥梁与纽带,以此推动企业内部变革,也更容易被企业内部人员接受。企业应当将生产过程划分为一个个小步骤,优化每个步骤,从而提高整个生产流程的效率和稳定性。云浮爱步精益精益生产精益管理
精益生产定义:精益生产(leanproduction)是美国麻省理工学院数位国际汽车计划组织(IMPV)的人对日本“丰田生产方式”的赞誉之称。精:即少而精,不投入多余的生产要素,只在适当的时间生产必要数量的市场急需品(或下道工序急需产品);益:即所有的经营活动都需要有益有效,具有经济性精益生产是当前工业界公认比较好的一种生产系统。精益生产目标:精益求精,尽善尽美,永无止境追求“七个零”①“零”转产工时浪费(多品种混流生产)②“零”库存(消减库存)③“零”浪费(成本控制)④“零”不良⑤“零”故障(提高运转率)⑥“零”停滞(快速反应、短交期)⑦“零”灾害(安全第一)浙江精益生产英文采取相应的措施,消除这些浪费,提高生产效率和质量。
自働化(1)定义:一般指设备能自动识别错误、自动停止的作业机制;也指通过人与设备的配合,避免错误的产生。(2)解析:因为自动识别和自动停止的装置,因而自働化可以提升产品的良品率。自働化更显现的作用表现在“少人化“,将人解放了出来,一人可以多机台作业。更少的人做更多的工作,无疑效率提升。自働化所关联的工具及理念有,全员预防性防护、快速换模、停线机制、防呆法、多能工的培养等。结语:通过上述对精益生产三大特征的解析,我们可以清晰地看到,企业的基础管理非常重要,这包括,现场5S的推行、生产线的均衡化、良好改善文化等。只有将基础管理做好了,进而以“消除浪费“为中心及切入点,推行带有自身企业特点的”拉动式生产“方式,并通过长期积累提升企业的”自働化“程度,实现企业的”精益化生产“。
大浪费之七库存浪费表现:企业有大量原材料、在制品以及成品库存。危害:库存在精益中被视为万恶之源,这是因为如果容忍库存,就会容忍过量生产,就不会认真改善运输、动作、加工、不良、等待浪费。对策:做好前面六大浪费的消除,并适时监控库存并作为绩效考核,库存问题自然就会得到解决。七大浪费的消除,其本质是为了缩短从客户下订单直至从客户处收到钱的时间,因而就生产过程而言是极具价值的!实际中,企业应根据自身特点进行运用,比如某企业的某精密原材料采购周期很长,那么适度备货是应该的。当然,企业也可以总结出第八条浪费,如员工创造力的浪费或信息传递的浪费,来进一步消减浪费并提升效率。大野耐一在推行丰田精益生产方式过程中,以粗暴与无情著称,但他总结说,能够板手指从一数到十的人就可以导入丰田精益生产方式。企业应当定期进行生产流程分析和评估,找出不足之处,并采取相应的措施进行改进。
企业管理咨询现场通常是指咨询师与企业管理层和员工进行深入的沟通和合作,以便更好地了解企业的情况和问题,并制定出适合企业的解决方案。以下是企业管理咨询现场的一些典型场景:1.企业管理层会议:咨询师与企业管理层进行会议,了解企业的战略规划、组织结构、流程和人力资源管理等方面的情况,并提出建议和解决方案。2.现场观察和调研:咨询师到企业现场进行观察和调研,了解企业的生产流程、员工工作环境、设备设施等方面的情况,并提出改进建议。3.员工访谈和调查:咨询师与企业员工进行访谈和调查,了解员工的工作情况、工作满意度、工作压力等方面的情况,并提出改进建议。4.数据分析和报告撰写:咨询师对企业的数据进行分析,撰写报告,提出改进建议和解决方案。5.培训和指导:咨询师对企业员工进行培训和指导,帮助员工提高工作效率和工作质量,提高企业的生产效率和经济效益。以上是企业管理咨询现场的一些典型场景,咨询师需要根据企业的具体情况和问题,制定出适合企业的解决方案,并与企业管理层和员工进行深入的沟通和合作,以便更好地实施解决方案。建立全员参与的文化,使每个员工都能够全程参与到生产流程中,发挥其智慧和创造力。浙江精益生产英文
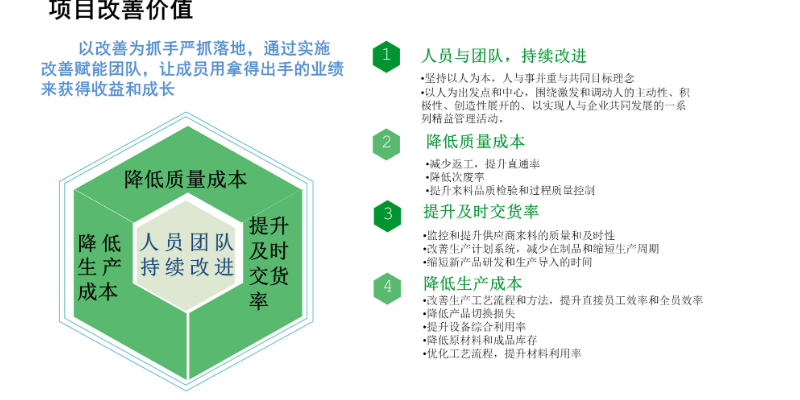
要员工团队精神强,就要有强化员工团队精神的工具;云浮爱步精益精益生产精益管理
七大浪费之四不良浪费表现:生产过程产生的不良品。原因:人工操作不当、工艺设置不当、材料使用不当、质量标准不清等。对策:①确保作业指导以及检验标准是符合产品特性以及客户需求的。②通过首样检验、巡检、自检互检方式准时发现不良;③制定极限样品以及将检验标准可视化,让员工容易理解标准。④适度运用防呆法进行防错设置。
七大浪费之五等待浪费表现:人员(以及设备)在等待;或者,有时忙、有时闲的不均衡现象。原因:①生产线品种切换;②工作量少,便无所事事;③时常缺料,设备闲置;④上工序延误,下游无事可做;⑤设备发生故障;⑥生产线工序不平衡;⑦不良品返工;⑧制造通知或设计图未送达。对策:生产均衡化;快速换模技术的运用;全员生产性防护;多技能工;消除不良浪费;提升供应商水准。
七大浪费之六过量生产表现:过量生产常被视为浪费。结果导致库存、资金的占用以及潜在的报废风险。过早生产或在线库存都视为过量生产。原因:生产管理不自信。对策:拉动准时化生产方式。通过这种方式既防止过量生产,同时倒逼员工准确地做好生产计划、产线平衡以及持续改善。 云浮爱步精益精益生产精益管理
- 厦门厦门爱步精益咨询有限公司精益生产提质增效 2025-05-06
- 莆田爱步精益精益生产提质增效 2025-05-06
- 广州精益生产精益管理 2025-05-06
- 湛江厦门爱步精益咨询精益生产精益管理 2025-05-06
- 厦门厦门爱步精益咨询精益生产降本增效 2025-05-06
- 江门爱步精益精益生产 2025-05-05
- 茂名爱步精益生产 2025-05-05
- 嘉兴厦门爱步精益咨询有限公司精益生产人才绩效管理 2025-05-05
- 泉州爱步精益咨询精益生产提质增效 2025-05-05
- 漳州厦门爱步精益咨询精益生产 2025-05-05
- 厦门爱步精益生产流程标准化 2025-05-05
- 福州厦门爱步精益咨询有限公司精益生产流程标准化 2025-05-05