- 品牌
- 健坤
- 型号
- 可咨询
阴极保护产品施工:阳极的埋设及深度镁合金阳极在相应位置的阳极地床中埋设,阳极及电缆线埋设深度一般距地面不小于0.7米,但必须在冻土层以下位置。七、牺牲阳极(地床)位置分布及与接地扁钢的连接方式;牺牲阳极位置分布及连接方式,应严格按照设计进行,一般遵循以下原则:1、直接连接①当设计每组为一套阳极时候,建议相邻的两组阳极沿接地扁钢两边交替埋设,距离接地扁钢1~3米为宜,特殊情况下小不小于于0.5米。②当某些地段两套阳极之间距离较近时,每套阳极间隔2~3米为宜。四川健坤科技有限公司生产阴极保护产品符合DLT5394-2007电力工程地下金属构筑物防腐技术导则。航空阴极保护厂家

阴极保护产品运行维护手册:在阴极保护产品工程全部完成后,在测试桩处检测接地网的电位;;②阴极保护工程自完工之日起3个月内每周测量一次,4~6个月内每半个月测量一次,半年之后每个月测量一次,当达到保护电位并稳定后,可半年测量一次。;3.接地装置阴极保护产品的防腐蚀维护步骤;接地装置的防腐蚀维护可按下列步骤进行;a)根据常规检查、特殊检查情况,判断接地装置阴极保护系统的状态;b)根据检查结果对接地装置的防腐蚀效果做出判断,决定保护系统的检修、更新以及检修的范围和程度;c)根据检查结果对接地装置的安全和使用寿命进行判断分析,必要时采取补强措施。航空阴极保护厂家阴极保护产品变电站接地网设计方案,就找四川健坤科技有限公司。

太阳能阴极保护技术:保护方法:外加电流阴极保护:技术简介:利用太阳能电站作为外加电流的供电系统,可以实现偏远地区无法实现阴极保护及实时检测的问题。在那些交通不便,电网无法覆盖的孤立用电系统中,利用太阳电池供电,成本已经远远低于远距离输电成本,因而在航标灯、通讯、电视差转、电围栏,阴极保护领域中已经获得较多的应用。其中,阴极保护系统只需要小功率、低电压的直流电源,在运行申可以实现无人管理,因此特别适合太阳电池供电,具有十分锈人的前景。一、阴极保护原理:阴极保护就是把被保护的金属构件连接到直流电源的负极,使它阴极极化。当电位降低到非腐蚀区电位以下时,就可以使它免受腐蚀。阴极保护常采用两种方法:一种是利用外加电流,使被保护的金属构件整个衷面变成阴极,叫做外加电流阴极保护,另一种方法恐在敬保护金属设备上连接一种电位更负的金属或合金做牺牲阳极的阴极保护,又叫保护器保护。在太阳能阴极保护系统中,采用的是前一种方法。金属通过电流以后,由阳极涟解质的电流主要集中在金属表面形成阴极,通过它再网剜电源,使被保护金属的总电位降低。
阴极保护产品参数测量仪器;按测量种类可分为:1、电流安培计单位安培A毫安计单位毫安mA2、电压伏特计单位伏特V毫伏计单位毫伏mV3、电阻欧姆计单位欧姆Ω兆欧计单位兆欧MΩ4、电功率P=VI单位mW、W、kW二、阴极保护产品参数测量方法1、仪表应具有满足测试要求,显示速度,携带方便,耗电小,坚固耐震,按国家有关规定进行校验。 2、提高准确度宜选用数字式仪表。3、直流电流表选用原则 ①内阻应小于被测回路总电阻的5%; ②电流表的灵敏阀应小于被测电流值的5%; ③电流表准确度应不低于2.5级。四川健坤科技有限公司生产阴极保护产品符合SYT 0036-2016_埋地钢质管道强制电流阴极保护设计规范。

管网地下管道腐蚀原因:大庆地区的水位较高,有的深挖2m左右就出水,所以该管道有相当一部分浸泡在非常潮湿的土壤中。根据该地区的有关土质资料介绍:该地区的土质一般呈中性或碱性。因为金属在土壤的腐蚀与电解液中腐蚀本质是一样的。大多数的金属在土壤中的腐蚀属于氧去极化腐蚀。地形变化、躲避地下障碍等原因使其管道沿路埋深不断的变化,加之管道所途经地段土壤含气状况不尽相同,造成长距离管道各段土壤中氧含量的不同,这对于那些防腐蚀层破损的管段,将会形成氧浓差电池。对于土壤埋设较深的管段,由于氧含量相对埋深较浅的管段来说较低,成为阳极被腐蚀。直埋管道的混凝土固定墩也存在着氧浓差电池。由于热胀冷缩使钢管与混凝土脱层并产生缝隙,此时缝隙内的氧含量远低于土壤中的氧含量。造成这种情况首先是因为土壤中的氧进入此缝隙比较困难,其次是缝隙内其它形成的腐蚀(如温差、盐差、缝隙腐蚀)在不断消耗着缝隙内的大量氧。这就形成了氧浓差电池,混凝土与土壤界面附近的管道导电回路短,被优先腐蚀。阴极保护产品放热焊接材料,就找四川健坤科技有限公司。航空阴极保护厂家
阴极保护产品国家标准,就找四川健坤科技有限公司。航空阴极保护厂家
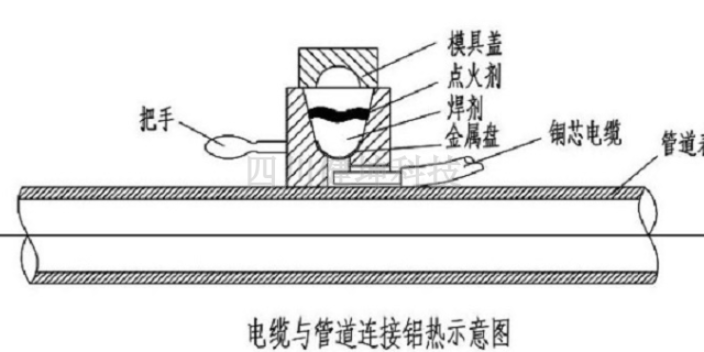
操作步骤:第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干;第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔;第四步:剪开塑料袋,将焊剂倒入模腔。;第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理模具内的残渣,以备下次使用。航空阴极保护厂家

- 西藏镁合金阳极组件厂家现货 2024-06-30
- 泸州测试桩现货 2024-06-29
- 青海锌镁合金防腐接地棒厂家供应 2024-06-29
- 贵阳锌包钢接地圆线报价 2024-06-23
- 四川铝热焊剂和焊模现货 2024-06-22
- 成都锌包钢接地极哪里买 2024-06-22
- 重庆测试桩价格咨询 2024-06-17
- 航空阴极保护厂家 2024-06-16