
- 品牌
- 国通培训学校,特种作业类,特种设备类,安全管理类,技能等级类
- 服务项目
- 职业技能培训
- 服务地区
- 杭州市
- 服务周期
- 一年
- 适用对象
- 企业/个人
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
焊接与热切割是一项需要高度专业技能和严格安全措施的工作。无论是工业制造、建筑还是维修领域,焊接与热切割都扮演着重要的角色。然而,由于其涉及高温、电弧和可燃材料等危险因素,这项工作也带来了相应的风险。为了确保工人和设备的安全,我们必须重视并采取有效的安全措施。这包括提供合适的个人防护装备、保持安全距离、扫除可燃物、使用防火设备以及严格遵守操作规程等。通过提高工人的安全意识和技能水平、制定并执行严格的规章制度、定期检查和维护设备以及合理布局工作场所等方法,我们可以创造一个更加安全的工作环境。只有这样,我们才能确保焊接与热切割工作的顺利进行,同时保障工人的生命安全和企业的财产安全。焊接与热切割可以用于修复损坏的金属部件,延长使用寿命。正规焊接与热切割复审
焊接与热切割
焊接与热切割作业的基本原理是利用高温或高压将两种或两种以上的金属材料连接在一起,以达到牢固连接、形成完整接头和结构的目的。以下是关于焊接与热切割基本原理的详细解释:金属材料是焊接与热切割的主要对象,了解金属材料的基本知识和性质对掌握焊接与热切割技术非常重要。金属材料具有较高的导电、导热和塑性等特性,这些特性在焊接与热切割过程中起到关键作用。焊接方法主要分为熔化焊、压力焊和钎焊三大类。焊接设备是实现焊接与热切割操作的关键工具,了解其结构和工作原理有助于更好地操作和使用上城区焊接与热切割排行在焊接完成后,需要进行冷却处理,以避免出现过热和变形等问题。

对于烟尘的产生,可以使用烟尘净化设备来减少烟尘的排放。此外,在焊接过程中,应尽可能选择低尘、低毒的焊接材料,以减少烟尘中有害物质的含量。对于放射性物质,应采取有效的防护措施,如使用放射性检测仪器、穿戴防护用品等,以减少放射性物质的危害。对于废弃物的处理,应尽可能回收和再利用废弃物,如焊渣等。对于无法回收的废弃物,应采用科学的方法进行掩埋或处理,以避免对环境和人体造成危害。在焊接和热切割过程中,必须采取有效的环境保护措施,减少有害物质的产生和排放,保护环境和人体健康。同时,加强环保宣传和教育,提高操作人员的环保意识和技能水平也是非常重要的。
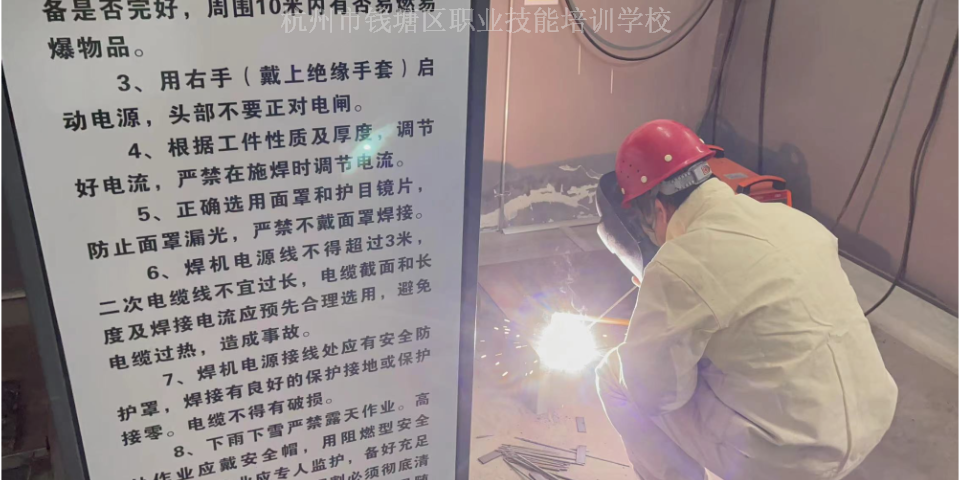
对工人进行专业的焊接和热切割培训,使他们了解安全操作规程和规范,提高他们的技能水平和安全意识。培训应包括防火、防爆、防触电等方面的内容,以及如何正确使用个人防护用品。工人必须佩戴符合标准的个人防护用品,如防护眼镜、面罩、手套、耳塞等。这些防护用品可以有效保护工人免受高温辐射、电弧伤害和焊接烟尘的侵害。在焊接与热切割作业前,应对工作环境进行评估,确保没有易燃物、可燃气体等危险因素。应保持作业现场的整洁和通风,避免狭小空间作业和在易爆物品附近进行焊接或切割作业。在焊接与热切割作业前,应对设备进行检查和维护,确保其正常运转。需要准备充足的焊接材料,以确保焊接过程的顺利进行。
通过肉眼观察焊缝的外观,可以发现一些明显的缺陷,如焊缝外形高低不平、焊道宽窄不齐、焊缝余高过大或过小等。同时,可以使用一些工具如焊缝检验规、卷尺、钢直尺、低倍放大镜等来辅助检验。对于要求密封的焊接结构,可以通过气密性检验来检查焊缝的致密性。常用的方法有沉水试验、肥皂水检验等。对于一些外观难以发现的缺陷,可以采用无损检测方法来检测,如射线探伤、超声波探伤、磁粉探伤等。这些方法可以检测到焊缝内部的一些缺陷,如气孔、夹渣、未熔合等。在焊接和热切割过程中,需要注意环境保护措施,如减少有害气体和烟尘的排放等,以减少对环境和人体的影响。滨江区专业焊接与热切割复审
电子行业中需要使用焊接和热切割技术来制造各种电子元器件和电路板。正规焊接与热切割复审
电焊工人应穿着专门的电焊防护服,该防护服应具有防火、防热、防辐射等性能。防护服应覆盖全身,包括头部、颈部、手臂、腿部等部位,以提供周密的保护。此外,防护服应具有透气性,以保持舒适和通风。电焊工人应佩戴专门的电焊手套,该手套应具有防火、防热、防辐射等性能。手套应覆盖手部和手臂,以提供周密的保护。此外,手套应具有透气性,以保持舒适和通风。电焊工人应穿着专门的电焊防护鞋,该鞋应具有防火、防热、防辐射等性能。防护鞋应覆盖脚部和腿部,以提供周密的保护。此外,防护鞋应具有防滑功能,以保持稳定和安全。电焊工人应佩戴专门的护目镜和面罩,以保护面部和眼睛免受火花和飞溅物的伤害。护目镜应具有防辐射和防高温的功能,而面罩应具有防火和防热的功能。正规焊接与热切割复审

常见的焊接方法包括:手工电弧焊(SMAW):使用焊条作为电极和填充材料。气体保护电弧焊(GMAW/GTAW):使用惰性气体保护熔池,如氩弧焊。埋弧焊(SAW):通过焊剂覆盖焊缝区域,避免空气污染。激光焊接:使用高能激光束作为热源,具有高精度、低变形等优点。焊条和焊丝:用于填充焊接接头的材料,根据不同材质选择不同类型的焊条或焊丝。焊剂和保护气体:焊剂用于埋弧焊等工艺,保护气体用于气体保护焊,常见的有氩气、二氧化碳等。焊接质量的好坏直接影响到产品的使用寿命和安全性。常见的焊接缺陷有:裂纹:由于焊接应力引起的开裂。气孔:由于气体在焊缝中未完全排出形成的空洞。未熔合:由于加热不足导致焊缝与母材未完全结...
- 西湖区本地焊接与热切割技术指导 2024-08-19
- 富阳区专业焊接与热切割技术指导 2024-08-19
- 钱塘区焊接与热切割收费 2024-08-19
- 浙江专业焊接与热切割培训计划 2024-08-19
- 临安区专业焊接与热切割收费 2024-08-19
- 临安区本地焊接与热切割培训班 2024-08-18
- 萧山区本地焊接与热切割推荐机构 2024-08-18
- 上城区正规焊接与热切割哪家靠谱 2024-08-18
- 临安区焊接与热切割技能培训 2024-08-18
- 浙江正规焊接与热切割培训计划 2024-08-18



- 杭州焊接与热切割推荐机构 2024-08-18
- 临安区附近焊接与热切割培训多少天 2024-08-18
- 上城区专业焊接与热切割排行 2024-08-17
- 富阳区本地焊接与热切割报考条件 2024-08-17
- 余杭区焊接与热切割价格 2024-08-17
- 钱塘区专业焊接与热切割报考条件 2024-08-17





- 滨江区本地一般类安全管理员及负责人技能培训 11-24
- 杭州一般类安全管理员及负责人培训计划 11-24
- 拱墅区正规一般类安全管理员及负责人推荐机构 11-24
- 临安区专业一般类安全管理员及负责人培训多少天 11-24
- 临安区正规一般类安全管理员及负责人价格 11-24
- 富阳区正规一般类安全管理员及负责人计划表 11-24
- 临平区本地一般类安全管理员及负责人哪个好 11-24
- 一般类安全管理员及负责人推荐机构 11-24
- 临安区专业一般类安全管理员及负责人技术指导 11-24
- 钱塘区正规一般类安全管理员及负责人哪家靠谱 11-24