锥形封头使用范围及材质:应用范围:石油、电子、化工、、轻纺、食品、机械、建筑、、航空航天、、锅炉压力容器、火电、冶炼、环保、机械及其它容器储罐等行业。椭圆锥形封头即为由旋转椭圆球面和圆筒形直段两部分组成的锥形封头。壳体材料:碳钢、不锈钢、合金钢适用介质:气体、液体、蒸汽工艺特点:冲压冷热成型,外形像锥度故名锥形封头材质:不锈钢304,304L,316,321、310S、2205,2507,Q235,碳钢等。锅炉锥形封头,加工能力:可完成Φ159mm-Φ7000mm厚度2mm-200mm的各种封头。用在压力容器上,上下各有一个锥形封头,中间是一个直管段,作为压力容器的罐子用。锥形封头是应用于化工设备的底盖,便于收集与卸除这些设备中的固体物料。有些塔设备上、下部分的直径不等,也常用锥形壳体将直径不等的两段塔体连接起来。对焊锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选。河北430锥形封头厂家直销

锥形封头制造有哪些工艺:1.是进料—理化—下料—热锻成型—热处理—查验—精加工—制品查验—标识—制品查验。运用锥形封头,由于它的形状为锥体,其主体部分在内压作用下,薄膜应力发生在大端。锥体和圆筒部分联接处,由于几何不连续性,曲率半径骤变,因此该处会发生较大的横向推力,引起较大边缘应力,容易发生弯曲,因此需求加强。关于锥形锥形封头的大端。。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。、二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。,并与实物标志相符,且经本公司复验合格。4制造检验流程。,如需拼接时,锥形封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。,不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线。青海化工锥形封头标准对焊锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!

下面我们来说一下碳钢锥形封头出现裂纹的原因吧!1、化学成分的影响依据相关资料公式盘算可知316,310的△值分别为+、+。2、加工变形量的影响封头在冷旋压进程中,资料的变形量较大翻边部位可达百分之40以上依据相关资料介绍Cr-Ni不锈钢冷加工对导磁率的影响发生马氏体组织的含量随化学成分的增加而削减随冷加工变形率的变大而增加。3、焊接的影响在等强度原则下选用焊接工艺焊接热影响区的晶粒长大使其塑性下降焊接缺陷中的尖锐缺口在旋压进程中被拉裂,都使其机能低于母材而首先发生裂纹。解决方法:1、提升化学成分即在不改酿成形工艺的情况下可改用更好的资料。2、提高封头的加工温度实行温旋压工艺。3、改变应变巨细依据资料介绍即从Cr-Ni不锈钢冷加工对到导磁率的影响可以看出在变形量百分之。可以在变形较大区域增加压制次数,控制每次变形量在百分之。4、热处置固溶处置能消除马氏体恢复机能。5、提高焊接质量在旋制进步行探伤检查消除内外部缺陷。选用适合的焊接工艺,提高焊接接头力学机能减小热影响区。
锥形封头的制作方法有多种,其中较为常见的包括:1.锻造法:通过高温锻造,将金属材料制成锥形封头的形状。此方法制得的封头质量较好,但成本较高。2.旋压法:利用旋压机将金属材料逐点压制成锥形封头的形状。此方法成本较低,但制得的封头质量相对较差。3.焊接法:将金属板材拼接成锥形封头的形状,然后进行焊接。此方法适用于大型锥形封头的制作。锥形封头的主要应用场景包括:1.压力容器:锥形封头广泛应用于石油、化工、食品等行业的压力容器中,如储罐、反应釜等。2.管道连接:锥形封头也可用于管道的连接处,起到密封作用,保证管道的安全运行。3.其他领域:锥形封头还可应用于制冷、环保、能源等其他领域。尽管锥形封头具有许多优点,但在某些情况下,它也可能存在一些缺点,如加工难度较大、应力集中等。因此,在实际应用中,我们需要根据具体情况选择合适的封头类型。温州浩邦金属制品有限公司为您提供 对焊锥形封头设备,有需求可以来电咨询!

不锈钢锥形封头的检验重点:1.针对不锈钢封头原材料的检验。首先要检验关于材料质量的证明文件。材料的质量是否过关以及对否符合标准。2.封头实物的检验。①外观尺寸一定要符合订货方的需求,其材料表面的标识需要喷码标注,如材料标准、批号场次、材料的材质缩写等正。②所用材料需要经过固溶退火酸洗的处理,保证其表面没有明显瑕疵和缺陷,比如说裂纹、划伤、分层等。3.封头不锈钢板的下料。封头不锈钢板的切割方式可以采取剪板机剪切、激光或者是等离子切割,或者使用火焰切割下料。4.材料的堆放。与其他的材料存放不同,不锈钢材料的摆放要与碳钢材料隔离开来,存放的时候要按照不锈钢的产出规格、产出批次以及材质分类存放在室内。5.板材焊接。在检验的时候需要查看封头的板材焊接是否符合标准、是否存在瑕疵等。温州浩邦金属制品有限公司致力于提供 对焊锥形封头设备,有想法的可以来电咨询!江西翻边锥形封头制造厂家
对焊锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有需求可以来电咨询!河北430锥形封头厂家直销
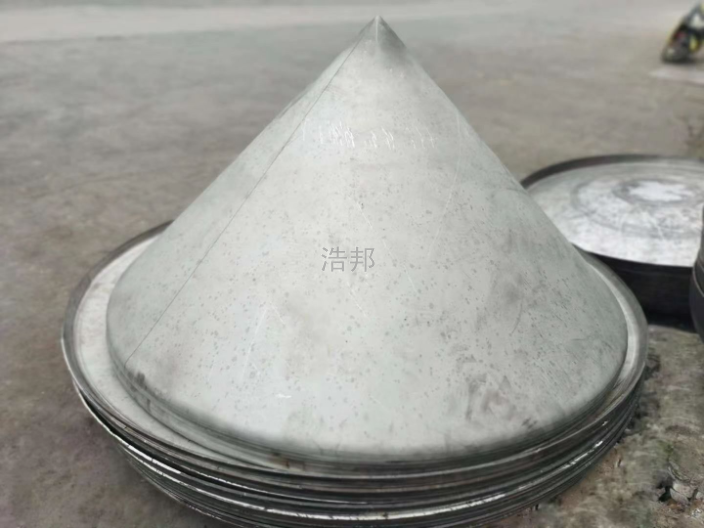
折边锥形封头的成形折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,用设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1.整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。无折边锥形封头成型方便,价格相对便宜,折边处的局部应力水平大,折边锥形封头成型复杂,是一个双曲率的成型,价格相对比较贵,因为折边后的焊接是直边的对接,在折边处应力分布相对比较好,应力水平低无折边锥形封头就是一段圆锥体,由于锥体与筒体直接连接,连接处壳体形状突变而不连续,产生较大的局部应力,这一应力的取决于锥体半顶角α的大小,α越大,应力越大;反之则小。《设计规定》对无折边锥形封头作了如下限制:无折边锥形封头只适用于锥体半顶角α≤30°的情况;当α30°时则须采用折边锥体的型式,否则用应力分析方法进行计算。河北430锥形封头厂家直销