- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
精益生产管理的“七零”的精益生产管理目标
精益生产的七零目标是零切换、零库存、零浪费、零不良、零故障、零停滞、零事故。然而,MES系统对于制造企业建立数字工厂和实现精益生产管理至关重要。从接受生产计划到制造的产品的整个生产活动的信息优化。实时收集操作现场的设备、人员和材料信息,快速响应随时可能发生变化的生产状态,重点减少不会引起附加值的活动,促进工厂的有效运行,协助管理者做出实时决策,有效提高现场效率。 规划生产流程:生产管理包括时间表、预算和生产过程所需的材料等。湖州精益生产提质增效
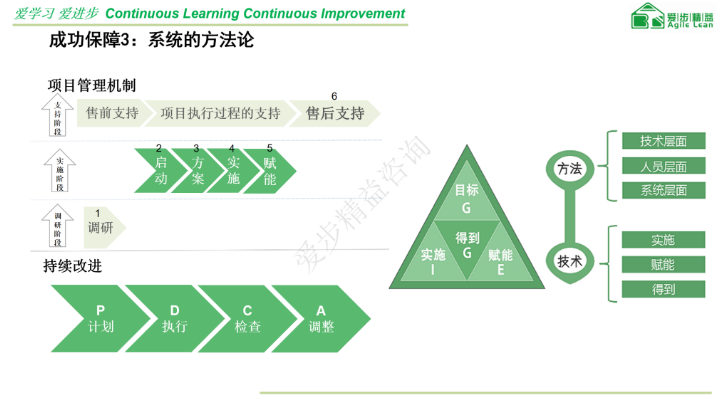
精益生产推行步骤意识变革:取得老板或高层主管支持:精益培训、宣传(员工支持)造势、寻找项目人员组织保障:参与者(决策/经营/执行层);“真伪”精益;公平绩效考核体系;跟踪与检核计划与目标:三年目标:效率提高50%,库存降低80%,生产周期降低80%,一次性通过率提高40%,货期准时性提高60%。执行与及时沟通:保证项目各个阶段的执行力;项目进展及时与老板或高层沟通;项目人员之间及时沟通,保证信息共享过程中问题解决:PDCA循环;要因分析法;5W1H与5WHY;脑力风暴……持续改善:汕尾厦门爱步精益咨询精益生产人才绩效管理由日本丰田公司首先推出的,在生产组织、管理方面的一种好方式。
1、生产计划表单分为:生产计划、生产报工、生产质检三部分分别是用来录入生产计划信息、关联查询生产计划在【生产工单】【质检工单】对应中的数据。也可以直接在关联查询中直接新增数据,新增数据需要在“字段属性”中勾选“允许新增关联表数据”。示例:1、生产计划在生产管理中,生产部人工输入或导入数据到当前模板中,派工人员使用打印模板打印生产流转卡交给操作工人开始生产。2、生产工单在生产管理中,操作工人作业完成后扫描流转卡二维码新建【生产工单】进行报工;班组长审核完后,会发送提醒消息,提醒质检人员进行质检。3质检工单本表单用于质检人员对当前生产完成的产品进行质检、产量核对;在生产管理中,使用过程与配置过程,和生产工单类同,可以把质检当作一个生产工序处理。4、数据配置在生产管理中,数据权限默认有四种配置,点击选择成员即可为其添加相应权限:1)直接提交数据,在此分组内的成员只可以填报数据。2)提交并管理本人数据,在此分组内的成员可以填报数据、管理自己填报的数据。3)管理全部数据,在此分组内的成员可以管理全部数据、填报数据、但不可以导入数据。4)查看全部数据:在此分组内的成员可以查看所有数据。
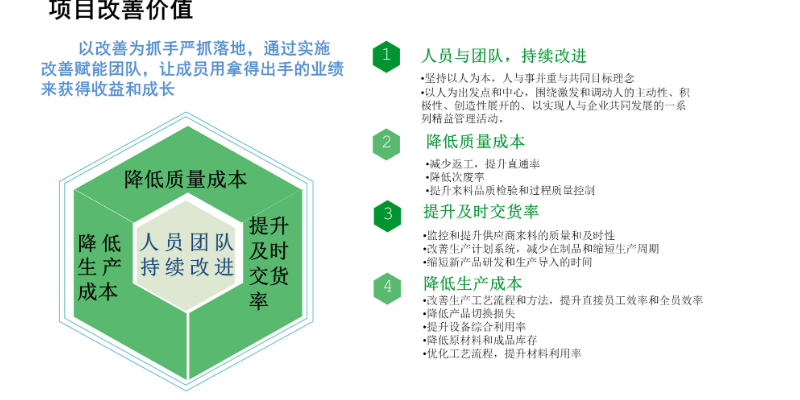
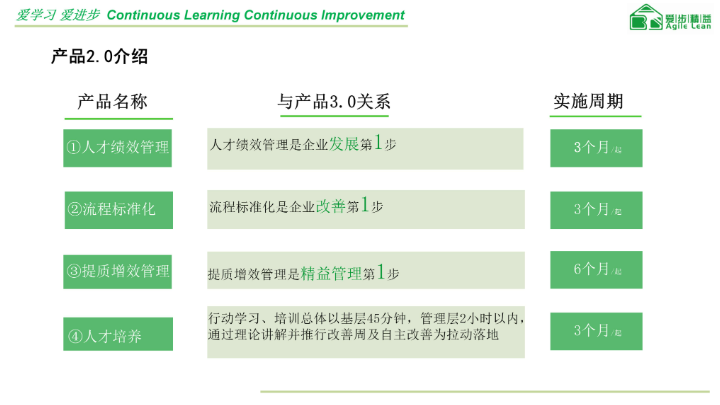
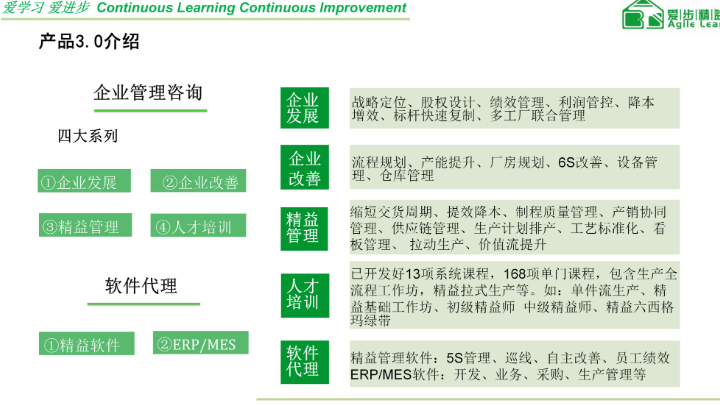
我们的产品特征在于,我们采用精益管理的理念,通过流程标准化和人才绩效管理等手段,帮助企业提高效率,降低成本,提高质量,增强竞争力。我们的咨询服务包括但不限于:流程优化、流程标准化、人才绩效管理、组织架构优化、战略规划等方面,我们会根据企业的实际情况,提供量身定制的解决方案,帮助企业实现效益增长。我们的产品应用场景非常广,适用于各种类型的企业,无论是制造业、服务业、金融业、医疗业等行业,都可以受益于我们的咨询服务。我们的服务对象包括但不限于:企业高管、中层管理人员、人力资源部门、财务部门等。总之,爱步精益是一家专注于企业管理咨询的公司,我们的产品优势在于拥有经验丰富的顾问团队,我们的产品特征在于采用精益管理的理念,适用于各种类型的企业。我们相信,通过我们的咨询服务,企业可以实现效益增长化,提高竞争力,实现可持续发展。精益生产主张进行持续改进,不断优化生产过程,从而实现效率和质量的提升。
1、准时化(JustInTime)“准时化”(JustInTime),就是在企业的生产过程中,所需要的零部件在需要的时候,以需要的数量,合格的品质准确的送到生产线旁边。因此,每个加工工序都能够在需要的时候,按照需要的数量取得需要的合格产品,从而消除生产现场中的无效劳动和浪费,提高总体效率,降低生产成本。2、自动化(Jidoka)所谓的“自动化”并不是单纯的机械自动化,而是将人的因素包括进“自动化”,或者说是将人的智慧赋予机器。“自动化”的这种思想来自丰田公司的创始人—丰田佐吉。丰田佐吉设计的自动织布机,在经纱断了一个或者是纬纱用完的时候,能够立即停止运转,发出警告,提醒工作人员及时发现并纠正错误,从而提高了产品的品质。另一方面,工作人员只是在机器发生异常情况、停止运转的时候才去处理。所以一个人可以管理多台机器,使得生产效率提高。后来,丰田公司又把这种思想用于整个流水线,每个作业员在发现异常情况时,都有权利停止整个流水线,从而有效的防止了次品的产生,避免了过量生产帮助人们积极参与改善,是推行精益的根本。湖州精益生产提质增效
要员工团队精神强,就要有强化员工团队精神的工具;湖州精益生产提质增效
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
湖州精益生产提质增效
- 厦门厦门爱步精益咨询有限公司精益生产提质增效 2025-05-06
- 莆田爱步精益精益生产提质增效 2025-05-06
- 广州精益生产精益管理 2025-05-06
- 湛江厦门爱步精益咨询精益生产精益管理 2025-05-06
- 厦门厦门爱步精益咨询精益生产降本增效 2025-05-06
- 江门爱步精益精益生产 2025-05-05
- 茂名爱步精益生产 2025-05-05
- 嘉兴厦门爱步精益咨询有限公司精益生产人才绩效管理 2025-05-05
- 泉州爱步精益咨询精益生产提质增效 2025-05-05
- 漳州厦门爱步精益咨询精益生产 2025-05-05
- 厦门爱步精益生产流程标准化 2025-05-05
- 福州厦门爱步精益咨询有限公司精益生产流程标准化 2025-05-05