- 品牌
- ALLIANCE
- 型号
- DLL
- 基材
- 金属
经甲乙双方确认无误后,由乙方进行免费维修或提供备件;2.超出保修期的维护是收费维护,具体费用根据费用估价后正式决定,在超出保修期时,乙方在接到甲方备件订购单,应及时提供优惠的报价,在短的时间内加工完成,以减少甲方的损失;三、设备的验收:1.甲方到乙方工厂初步验收,设备的试机材料需要提供,必要时要增加数量,由甲乙双方对整形的外观和性能等进行检查,并检查设备和模具的外观和运转情况,以上检查应符合条的要求。2.设备到达甲方工厂后,乙方派出工作人员协助完成设备的安装、调试,及终验收。四、需方提供以下文件和实物:1.作为合同一部分的文件(需甲方确认):l定子铁芯图(含全部叠厚):;l绕组图(含全部线径):;2.试机材料(需方应在合同签订后30天内将以下材料送于供方)注:如以上材料不能按期送达,我司设备将顺延交货,因此造成的一切后果由需方承担对于本技术协议中未规定的事项,双方应本着友好合作的态度,诚心诚意地努力解决。本协议一式二份,双方各执一份,由双方正式签字盖章后生效。需方:(公章)代理人签字:签订日期:供方:江苏本格自动化科技有限公司。湖南机器人绑扎机定做价格。山西全自动绑扎机电话
本实用新型与现有技术相比具有下列优点:本实用新型方案的双绑线机用线嘴及勾针同步传动机构,结构紧凑单,整体的传动效率高,线嘴和勾针能够实时进行同步运动,从而自动化的实现对定子的双层绑线加工,提升了加工效率,符合企业的发展需求。附图说明下面结合附图对本实用新型技术方案作进一步说明:附图1为本实用新型的立体结构示意图;附图2为附图1中的局部放大图;附图3为附图1的另一视角的立体结构示意图;附图4为附图1的另一视角的立体结构示意图;附图5为附图4中的局部放大图;附图6为线嘴和钩针同步传动机构略去支撑板和同步带滚轮驱动机构后的立体结构示意图;附图7为附图6中略去首立式转轴后的立体结构示意图;附图8为附图7中的局部放大图;其中:10、支撑架;11、首转轴;12、第二转轴;13、第三转轴;14、摆臂机构;15、首立式转轴;16、第二立式转轴;17、同步带滚轮驱动机构;18、勾针支架;摆动块;150、勾针前后移动组件;151、连接块;152、纵向转动块;160、线嘴前后移动组件;161、滚轮;162、斜槽;161、滑动柱块;164、中间块;165、旋转轴;166、支座;180、首勾针连杆;181、第二勾针连杆;190、首线嘴;191、第二线嘴。重庆机器人绑扎机设备厂家辽宁汽车电机绑扎机定做价格。
3)应保证铁心长度,在外圆靠近扣片处测量,允许为(L1±1)mm(光外圆方案为l1-1+3mm),定子绑线机,在两扣片之间测量,允许比扣片处长1mm。4)尽可能减少齿部弹开,在小型异步电动机中,齿部弹开允许值如下:定子铁心长度小于等于100mm时,弹开度为3mm;定子铁心长度大于100mm、小于200mm时,弹开度为4mm;定子铁心长度大于200mm时,弹开度为5mm。5)槽形应光洁整齐,槽形尺寸允许比单张冲片槽形尺寸小。6)铁心内外圆要求光洁、整齐;定子冲片外圆的标记孔必须对齐。7)扣片不得高于铁心外圆。8)在搬运及生产过程中应紧固可靠,并能承受可能发生的撞击。9)在电机运行条件下也应紧固可靠。归纳以上要求,在工艺上应保证定子铁心压装具有一定的紧密度、准确度(即尺寸精度、表面粗糙度)和牢固性。()内压装的工艺与工装内压装是将定子冲片对准记号槽,一片一片地放在机座中后进行压装的一种压装方法。压装的基准面市定子冲片外圆。由于冲片是一片一片直接放入的,冲片外圆与机座内圆的配合要松一些,通常采用E8、E9/h6。压装后的铁心内圆表面不够光滑,与机座止口的同轴度不易保证,往往需要磨内圆,这不但增加工时,而且还增加铁损。为了保证同轴度而又不磨内圆。
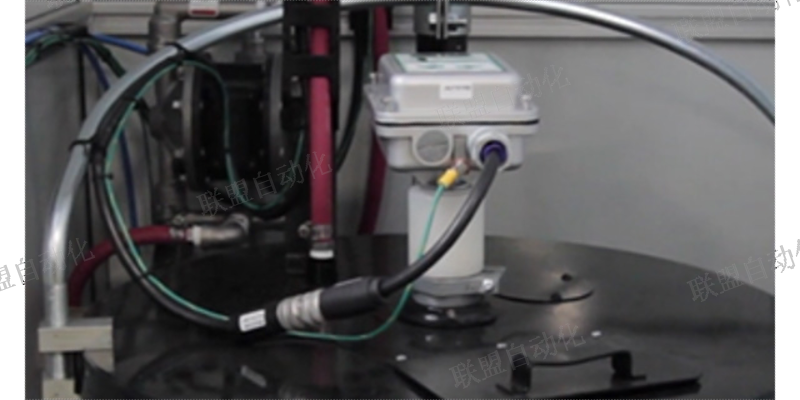
本机是是电风扇、空调、洗衣机、抽油烟机、排气扇等电容式开步电机定子的绕组线包的绑扎。设备依靠精密的机械传动、伺服和拨动控制,采用先进的电气控制系统及智能化的操作界面,具有自动送线、钩线、分度,每槽绑、隔槽绑等功能。能根据需要设定槽数,可更换工装来实现不同规格定子的生产,从而满足客户的不同需要。操作极为方便,生产质量稳定,效率高,是电机生产厂商的理想生产设备。本机是用先进的步进伺服定位控制技术取代传统的机械联动,将各个相互关联的机构(钩针摆线转盘)与主机联动。各机构既相互关联又单独动作,极大的提高了动作精度和操作灵活性,参数通过人机界面(触摸屏)来显示和修改,由PLC系统控制。优势特点:1.采用可靠的伺服,实现不同槽数的智能选择,步进电机传动,稳定的变频,PLC控制,多档位的人性化控制2.数字送线系统加上重力机构,实现多种线型的互换,稳定可靠,迅速实现转产。上海进口绑扎机哪家好。
二、电气控制系统配置:1.主要电气控制部件清单:2.控制结构10MC运动控制器的COM2口与DVP-B10S411触摸屏通过RS485通讯,通过触摸屏可以设置用户工艺参数;控制器的CAN端口与A2伺服进行CANopen通讯,通过CAN总线控制伺服的运动、读取伺服的状态。三、双面绑线机控制要求:1.分度控制:在正常绑线时,如果定子当前槽位中的绑线针数已达到设定的针数时,需要切换到指定槽位进行绑线,这个动作就是定子分度。设备通过分度伺服跟随主轴执行预先设定的电子凸轮数据,从而达到对定子的分度控制。分度电子凸轮曲线如图四所示。用户可以通过HMI一键生成“逐槽绑”数据,也可以自行设定绑扎槽位顺序,自定义每一槽针数,还可以设定定子分度方向,从而实现逐槽绑、花式绑、正绑、反绑。设定界面如图五所示。2.针杆上下和角度控制:10MC总线运动控制器控制主轴运行,主轴带动机械凸轮控制钩针的前后运动,同时主轴又作为钩针、上下电子凸轮的主轴信号,控制钩针伺服、上下凸轮伺服根据预设的凸轮数据运动。首先构建好凸轮曲线,使用“MC_CamTableSelect”指令选择对应的凸轮曲线;再通过“MC_Camin”指令使得主轴与从轴按照选定的凸轮曲线啮合(如图六所示)。辽宁半自动绑扎机定做价格。重庆进口绑扎机单价
河北工业电机绑扎机定做价格。山西全自动绑扎机电话
所述胶液容纳机1外部包括触摸显示屏6、电源按钮7、注胶口5、悬挂孔8、通风口2、机盖3、散热扇9和排胶口10,所述胶液容纳机1内部包括胶液储存盒12、保温层11、电动机15、主控制pcb16、电源模块17和信息储存模块18,所述电磁加热圈19包括电磁感应圈13和电磁控制器14,所述胶液容纳机1外部前端设置有触摸显示屏6和电源按钮7,所述胶液容纳机1外部上端设置有注胶口5,所述胶液容纳机1外部两侧均设置有悬挂孔8和通风口2,所述悬挂孔8和通风口2与胶液容纳机1为一体成型,所述胶液容纳机1外部后端设置有机盖3,所述胶液容纳机1外部下端设置有散热扇9和排胶口10,所述机盖3上设置有四处螺纹孔4和通风口2,所述螺纹孔4和通风口2为一体成型,所述机盖3与胶液容纳机1通过螺钉连接,所述电动机15、主控制pcb16、电源模块17、信息储存模块18、触摸显示屏6和电磁加热圈19为电性连接,通过在触摸显示屏6可将调节到温度,并将这一记忆数据储存于信息储存模块18中,所述电动,15与散热扇9通过轴承连接,所述电磁感应13和电磁控制器14为电性连接,通过电磁控制器14改变交流电来实现温度调节,所述胶液储存盒12的外部设置有保温层11,所述电磁感应圈13均匀缠绕在保温层11外侧。山西全自动绑扎机电话
- 福州进口绑扎机哪家好 2024-05-29
- 山东绑线绑扎机有哪些 2024-05-29
- 云南半自动绑扎机维修价格 2024-03-05
- 重庆汽车电机绑扎机维修 2024-03-05
- 福建进口绑扎机哪家好 2024-03-05
- 广东牵引电机绑扎机定做价格 2024-03-05
- 云南汽车电机绑扎机单价 2024-03-05
- 重庆绑扎机维修价格 2024-03-04
- 徐州绑扎机生产 2024-03-04
- 杭州新能源绑扎机推荐厂家 2024-03-04
- 江苏压缩机绑扎机生产厂家 2024-03-04
- 河北牵引电机绑扎机生产 2024-03-03

