改善了楼板的使用性能和耐久性。采用钢筋柘架楼承板后可根据需要将楼板设计成双向板,等同于传统的现浇钢筋混凝土双向配筋楼板,而压型钢板组合楼板是难以实现双向板的,采用双向板减小楼板结构层厚度、降低结构自重,增大跨度和开间,而且更加经济合理。钢筋析架楼承板的楼板比使用普通压型钢板的混凝土楼板总厚度可减少30mm~50mm,在相同净空要求的情况下,建筑层高可降低30mm~50mm。对高层建筑与抗震设防区的建筑更有明显的节省投资优势。镀锌钢板jin厚,现场栓钉穿透焊接耗电量大量减少,减小现场对电的需求,节省能源。楼板混凝土施工完毕并达到设计强度后,镀锌钢板可拆除回收利用,可满足结构楼板底面观感的需要,又有利于环保。楼板受力钢筋是在工厂下料加工,材料质量容易保证,受力钢筋自动机械化加工和焊接定位,间距排列均匀,上下层钢筋位置固定准确,钢筋不会在浇筑混凝土过程中移位,上下层钢筋混凝土保护层厚度能保证符合设计要求。有效地解决了混凝土漏浆现象的发生。3钢筋柘架楼承板与压型钢板的技术性能比较、使用阶段作受力钢筋的压型钢板组合楼板,例如闭口压型钢板、开口压型钢板、缩口压型钢板,当钢-砼组合楼板过火后。它实现了机械化生产更加有利于均匀地排列钢筋的间距并保证混凝土的保护层厚度一致,提高了楼板的施工质量。江苏全自动钢筋桁架焊接生产线生产厂家
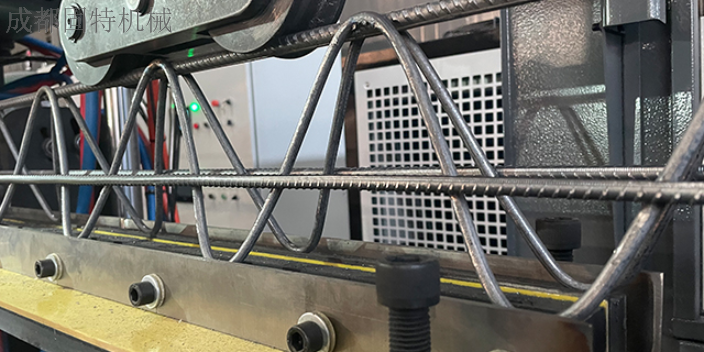
钢筋桁架楼承板的构造及设计要点中构新材专业楼承板压型钢板生产厂家6人赞同了该文章通过某大型工程实例,介绍钢筋桁架混凝土现浇板在钢结构建筑中应用的设计要点和施工技术,对同类工程具有一定的参考作用。某博物馆地下1层,地上5层,总建筑面积66927㎡,建筑高度,主体结构采用内置钢管钢筋混凝土剪力墙-钢桁架外挑悬挂结构。由于本工程采用大跨度悬挂结构体系,清华大学土木工程系的楼层减振体系研究结果表明,若采用压型钢板与轻质混凝土组合楼板,为减少人行荷载引起的楼板振动,就需布置大量的阻尼器,技术难度较大。此外,3层以上各层模板安装作业面高度均在5m以上,可达23m,属于超高空作业,因此3层以上楼板采用能双向受力、刚度较好的自带钢筋桁架式压型钢板与普通混凝土组合楼板。一、钢筋桁架楼承板的构造及特性1、结构构造钢筋桁架楼承板是将混凝土板中的钢筋与施工模板组合为一体,组成一个在施工阶段能承受湿混凝土自重及施工荷载的承重构件,并作为钢梁的侧向支撑;在使用阶段钢筋桁架与混凝土共同工作,承受使用荷载。2、使用材料⑴钢筋:上下弦采用成盘供应的热轧钢筋HPB235、HRB400或冷轧带肋钢筋550级;腹杆采用成盘供应的冷轧光圆钢筋550级或650级。江苏全自动钢筋桁架焊接生产线生产厂家双向刚度相近,有利于建筑物抗震。
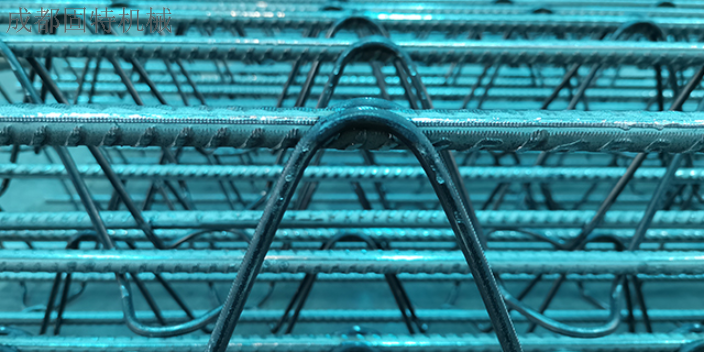
关于钢筋桁架楼承板运用范围:产品guang泛用于电厂、电力设备、汽车展厅、钢结构厂房、水泥构厂房、水泥库房、钢结构办公室、机场候楼、火车站、体育场馆、音乐厅、大剧院、大型超市、物流中心、奥运场馆等钢结构建筑。钢筋桁架楼承板特点:可靠:钢筋排列均匀,上下层钢筋间距及混泥土保护层厚度可靠保证,楼板双向刚度相近,有利于建筑物抗震,栓钉焊接质量更容易有保证。便捷:现场钢筋绑扎工作量减少60%-70%可进一步缩短工期,桁架受力模式合理,可以提供更楼承板刚度,可大减少或无需施工用用临时支撑。经济:桁架受力模式合理,选材经济,综合造价优势明显。可设计双向板,可调整桁架高度与钢筋直径拟适合于跨度较大的楼板。与压型钢板组织非组合楼板相比,由于钢筋桁架楼承板形成的楼板与现浇筑混泥土楼板性能基本相同,所以无需满足建筑使用年限的要求。从而无需考虑后期的维修费用。安全:力学性能与传统现浇板基本相同。楼板抗裂性能好,耐火性能与传统浇楼相当,优于压型钢板组织与非组合楼板。底膜不参与使用阶段的受力,不需考虑火、防腐问题。产品测试:a、动态加载测试,合格的楼承板需要经过若干组动态家在测试,得出复合板的剪切-粘结系数。
实验出该楼承板与混泥土的结合能力,得出其在大跨度上承受的设计荷载。耐火测试,利用3组楼板在耐火实验室做、2小时及3小时的加载耐火测试,同时测量楼板内的温度分布,实验出该楼承板是否达到隔热要求,在耐火阶段的正弯矩抗能力如何。安装工艺:楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可以按照现场实际情况另行处理。劳动组要分两组(一、负责运料,包括清料、倒运,直接按照施工进度准确无误的将楼承板吊运至施工部位,分为起重工5人二、负责铺设,包括布筋、裁切、安装、流洞。每3人一组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混泥土时应该留派专人对铺设的楼承板加强维护。)具体做法是:(1)现在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度。并决定楼承板与钢梁熔透焊接的焊接位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测梁翼缘的具ti位置。无需抗剪和防火报告,钢筋桁架板性能与传统现浇板性能基本一致,后期维护费用无。

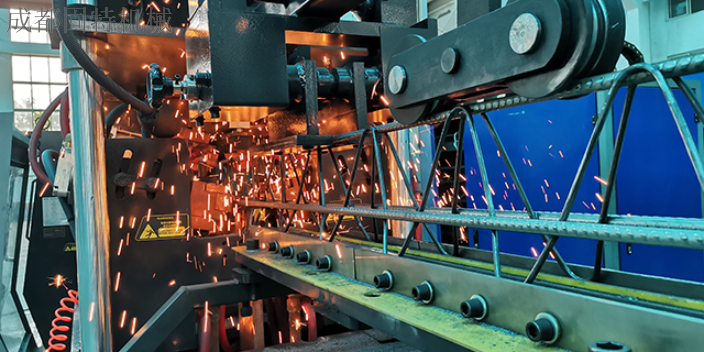
开洞直径或宽度为100~1000mm时加设加强筋。5、钢桁架临时支撑施工部分钢桁架模板中间需设置临时支撑,可根据楼层高度采用多种不同高度的门式架搭设而成,门式架间距18m,上铺100×100木枋,如图。钢桁架临时支撑示意图6、轻质加气砌块的放置根据结构特点,为减少混凝土楼板的自重,板厚h≥140mm的板中需放置轻质加气混凝土砌块,其容重大于8kN/m³,强度等级不低于MU5,施工时每块砌块下均需加设支撑钢筋26,如图所示。加气砖铺设平、立面图7、施工注意事项⑴浇筑混凝土时布料不宜太集中,采用平板振捣器及时分摊振捣。⑵混凝土浇筑时,在泵送开关处增设控制压力流量表进行控制,防止较大的冲击力和过量的混凝土对钢楼承板结构造成影响;施工人员及设备应集中布置在主次梁部位,避免直接堆放在钢板上和拖动而造成钢筋桁架楼承板扭曲变形。⑶施工时应控制混凝土坍落度为12~15cm,且因钢筋桁架楼承板渗水性和透气性较差,混凝土凝结过程中板面水气蒸发较快,浇筑后混凝土板表面的收缩变形大于板底,故加强浇水养护能防止和减少板面收缩裂缝和保证混凝土实体强度。⑷焊接采用熔透点焊连接,施焊前应准备边角料引弧试焊,调整施焊电流。减少客户后期维护的费用;重庆楼承板全自动钢筋桁架焊接生产线厂家直销
底模采用0.5mm厚的镀锌钢板,双面镀锌量为120~180gm/㎡。江苏全自动钢筋桁架焊接生产线生产厂家
故将次梁的中心线及次梁翼宽度返弹到次梁面上的楼承板上。(2)在堆料场地将楼承板分层分区按料单请理出,并注明编号,区分清楚层、区、号,用记号笔标明,并准确无误的运至施工指定部位。(3)吊运时采用zhuan用软吊索,保证楼承板材料不变形、局部不卷边。钢结构设计多层的一般采用3层一节柱安装工艺,(单层就不用多说了)安装楼承板时与钢结构柱梁同事施工,至少应该相差3层。因策楼承板吊运时只能从上层的梁柱间传统,而起重工分分层在梁柱间控制。(4)采用等离子切割机剪板钳裁剪边角,裁切放线时富余量应该控制在5mm范围内,浇筑混泥土时应采取措施,防止漏浆。(5)楼承板与楼承板间连接采用咬口钳压合,使单片楼承板间连成整板。先点焊楼承板侧边,在固定两端头,后面采用栓钉固定。(6)加强混泥土养护。江苏全自动钢筋桁架焊接生产线生产厂家