钢筋桁架楼承板是属于无支撑压型组合楼承板的一种;钢筋桁架是在后台加工场定型加工,现场施工需要先将压型板使用栓钉固定在钢梁上,再放置钢筋桁架进行绑扎,验收后浇筑混凝土。实现了机械化生产,有利于钢筋排列间距均匀、混凝土保护层厚度一致,提高了楼板的施工质量。装配式钢筋桁架楼承板可xian著减少现场钢筋绑扎工程量,加快施工进度,增加施工安全保证,实现文明施工。装配式模板和连接件拆装方便,可多次重复利用,节约钢材,符合国家节能环保的要求。钢构自主研发的产品配套自动化生产设备,da大提高了劳动生产率,有效降低了产品成本。主要特点1:适应主体钢结构快速施工的要求,能够在短时间内提供坚定的作业平台,并可采用多个楼层铺设压型钢板,分层浇筑混凝土板的流水施工。2:在使用阶段楼承板作为混凝土楼板的受拉钢筋,也提高了楼板的刚度,节省了钢筋和混凝土的用量。3:压型板表面压纹使楼承板与混凝土之间产生大的结合力,使二者形成整体,配以加劲肋,使楼承板系统具有高、强承载力。4:在悬臂条件下,楼承板jin作为yong久性模板。悬挑的长度可根据楼承板的截面特性来定。为了防止悬挑板的开裂,需在支座处依结构工程师的设计配上负筋。双向刚度相近,有利于建筑物抗震。湖南全自动钢筋桁架焊接生产线一体化
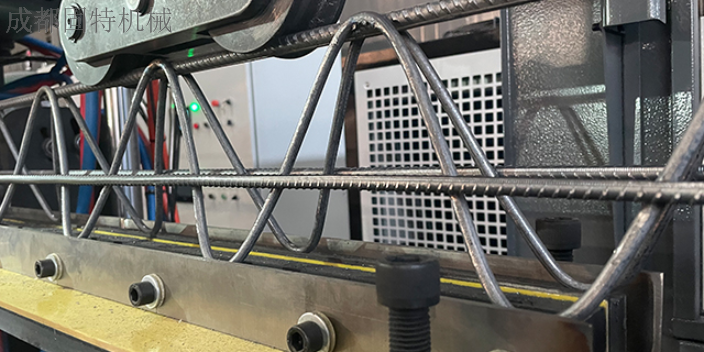
钢筋桁架楼承板——楼板施工的gai革之作洲翔装配饰建筑无锡洲翔企业随着施工技术的发展,建筑行业有了日新月异的变化。钢筋桁架楼承板(以下简称钢承板)较传统施工工艺具有经济性、安全性、便捷性和可靠性等优点,近年来在建筑行业得以迅速推广和应用。钢承板介绍1.钢承板是什么所谓钢承板,就是将钢筋桁架和镀锌压型钢板焊接使之组成一体,形成模板系统,也就是把混凝土楼板中的钢筋和模板合二为一,组成一个在施工阶段不借助模架系统就可以承受混凝土自重和施工荷载的承重构件(图1)。在施工现场,可以把钢筋桁架楼承板直接铺设在钢梁上,然后只需在其上进行简单的钢筋作业,便可开始混凝土浇筑工序施工。使用钢承板,可以不架设模板及脚手架;利用底部镀锌钢板作模板使用,混凝土浇筑完成后即可拆除再利用。2.钢承板有哪些特点(1)对比现浇板和压型钢板,钢承板受力更合理,易于双向设计,且抗震、防裂性能更好。在施工阶段,钢承板应用于楼板,跨度(不含支撑)可达到。(2)在结构设计上,钢承板使用年限和现浇板趋于一致,不同于传统的组合楼板的是钢承板采用镀锌钢板,无须再次防腐操作,同时也减少了后期维护投入。(3)应用钢承板,无须对楼板底面进行防火处理。甘肃生产全自动钢筋桁架焊接生产线价格钢筋桁架楼承板是由钢筋、桁架、楼承板组成,在压型楼承板的基础上改进而来,是一种新兴建筑材料。

全自动钢筋析架焊接生产线是目前生产钢筋析架楼承板的主要部门,往往具有很多的特点,才能够生产处低成本、环保和节能的钢筋珩架楼承板,相信这也是很多人刚刚接触钢筋榆架焊接生产工艺的时候比较好奇的部分,下面就让我们一起了解一下钢筋l架焊接生产线的特点有哪些吧。全自动钢筋析架焊接生产线具有的特点有很多,首先,我们会发现全自动钢筋析架焊接生产线在工作的时候往往都会采用行程可以调节的气缸和快速电磁阀的设计工艺,使得生产过程中的气源等都可以人大节省下来,并且显著提高生产速度,使得设备的使用寿命变长,虽然其优点很多,但是操作起来却非常方便,能够极大地提高工件的生产效率。其次,在全自动钢筋璧架焊接生产线中,往往会使用焊接成型机,该设备中的食品能够将工件制作的过程一一展示出来,而且各个步骤都是顺序完成的,整个工序更加透明和连贯,让我们可以体验工件制作的高标准和高效率。***,我们会发现,全自动钢筋析架焊接生产线生产的产品的一致性非常好,这与焊接的质量有着直接的关系,生产线工作的过程中,对于焊接的压力和电流都会进行严格监控,在压力控制方面,往往会有专门的装置,在进气不足或者气压不平衡的时候,对气压进行调节。
开洞直径或宽度为100~1000mm时加设加强筋。5、钢桁架临时支撑施工部分钢桁架模板中间需设置临时支撑,可根据楼层高度采用多种不同高度的门式架搭设而成,门式架间距18m,上铺100×100木枋,如图。钢桁架临时支撑示意图6、轻质加气砌块的放置根据结构特点,为减少混凝土楼板的自重,板厚h≥140mm的板中需放置轻质加气混凝土砌块,其容重大于8kN/m³,强度等级不低于MU5,施工时每块砌块下均需加设支撑钢筋26,如图所示。加气砖铺设平、立面图7、施工注意事项⑴浇筑混凝土时布料不宜太集中,采用平板振捣器及时分摊振捣。⑵混凝土浇筑时,在泵送开关处增设控制压力流量表进行控制,防止较大的冲击力和过量的混凝土对钢楼承板结构造成影响;施工人员及设备应集中布置在主次梁部位,避免直接堆放在钢板上和拖动而造成钢筋桁架楼承板扭曲变形。⑶施工时应控制混凝土坍落度为12~15cm,且因钢筋桁架楼承板渗水性和透气性较差,混凝土凝结过程中板面水气蒸发较快,浇筑后混凝土板表面的收缩变形大于板底,故加强浇水养护能防止和减少板面收缩裂缝和保证混凝土实体强度。⑷焊接采用熔透点焊连接,施焊前应准备边角料引弧试焊,调整施焊电流。临时支撑,钢筋桁架板无支撑板跨可以设到4.8米,普通楼承板3米,需要大量临时支撑。

GB50010--2002)及《冷轧带肋钢筋混凝土结构技术规定》(JGJ95--2003)有关规定。另外,由于在施工阶段先以截面高度小的钢筋桁架承担该阶段的全部荷载,使得受拉钢筋中的应力比假定楼板全截面承担同样荷载时大。出现“受拉钢筋应力超前”现象。当楼板混凝土到达强度后,在使用阶段荷载作用下,钢筋桁架混凝土楼板与同样的截面普通楼板相比,钢筋拉应力及曲率偏大,并有可能使受拉钢筋在弯矩标准值作用下过早达到屈服。这种情况在设计中应予以防止,所以应控制楼板下部钢筋应力,楼板下部钢筋的拉应力应符合下列规定:为楼板下部钢筋的拉应力;为钢筋抗拉强度设计值。为楼板自重标准作用下钢筋桁架下弦的拉应力;为在除楼板自重以外的yong久荷载及楼面活荷载标准值作用下,楼板下部钢筋的拉应力。2)施工阶段钢筋桁架模板中桁架杆件的内力以及模板的挠度,采用桁架模型计算。承载能力极限状态按荷载效应基本组合。挠度采用荷载的标准效应组合计算。上下弦杆强度应按下式计算:N为杆件轴心拉力或压力。受压弦杆及腹杆稳定性应按下式计算:为轴心受压构件的稳定系数,按现行国家标准《钢结构设计规范》(GB50017--2003)附录C采用,其中受压弦杆的计算长度取。可以提高现场施工速度;江西减少人工的全自动钢筋桁架焊接生产线
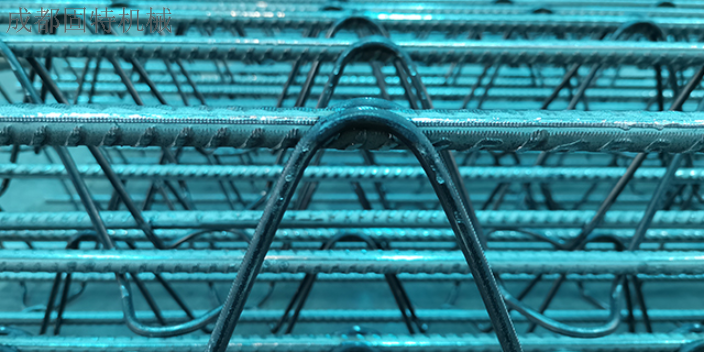
加工的主要类型有直角桁架、折角桁架;湖南全自动钢筋桁架焊接生产线一体化
相信建筑工地钢筋工们都知道钢结构具有强度高,自重轻,结构可靠性高,绿色环保,可重复利用等优势,使其在结构施工中应用愈发guang泛。下面小编为大家简单总结了两种焊接的方法,希望对于一些刚刚入行到工友带来帮助,具体如下:一、组装焊接1、按次序进行拼装,当有隐蔽焊缝时须先施工焊接,为减少变形应优先采取小件组焊,经矫正后再进行大件组装;板材及型材应在组装前拼接,注意控制焊接残余应力。2、提前涂装构件的隐蔽部位,焊前应qing除焊件坡口表面及两侧的铁锈、油污等杂质,桁架结构杆件装配时须着重控制轴线交点与允许偏差。3、装配时端板要求顶紧磨光或喷砂处理的部位,且须检查其顶紧接触面是否至少75%达到紧贴。4、焊条使用前须结合产品技术要求进行烘干,酸性焊条一般150°C烘干,时间1~2h,碱性焊条一般350~400°C烘干,时间1~2h。焊条烘干后从取出到施焊不宜超过2h,单根焊条烘干次数不应超过2次。5、焊接时应在组装好的构件上施焊,焊前应核对焊接工艺规定参数及焊接顺序。二、螺栓连接1、gao强度螺栓使用前应对螺栓的技术参数指标进行复检,并在班前和班后进行扭矩校正,控制误差不超过3%。湖南全自动钢筋桁架焊接生产线一体化