测帽的调整:球形测帽、刃形测帽、平面测帽都可用下述方法进行调整:一对测帽分别装在尾管和测头上,并使两测帽互相接触,与此同时在投影窗里看到微米分划板的像,调节尾管十字方向驻螺中的一对测帽分别装在尾管和测头上,并使两测帽互相接触,与此同时在投影窗里看到微米分划板的一个,使像自左向右或自右向左移动,并在某一个位置改变其运动方向,于是将驻螺钉停留在这个通常所谓“转折点”的地方,用同样方法调节驻螺中另一螺钉,通过上述调整,测帽在水平和垂直方向彼此平行就可以了。仪器零位的调整:1、粗定位将头架组移至100mm金属分划尺的零刻线处,将尾架组移至900mm金属分划尺的零刻线处,应使《分米尺》的标记落在毫米投影窗居中位置。2、套线转动锁紧手轮,将头架组锁紧在测微杆上,再转动微动手轮,进行套线瞄准。3、微米对零松开十字胶木旋扭,粗动尾管,让其与测量头良好接触,再用旋扭将尾架固定,旋动微动螺丝,让微米分划板的零刻线瞄准指标线(虚线),调整测帽,使两个测帽在水平和垂直方向彼此平行,再旋动螺线让微米分划板的零刻线瞄准指标线(虚线)。为了方便客户进行维护和保养,我们提供详细的维护手册和保养指南。徐州精密测长仪定制
当紧固水平轴时,观察示值的变化。万能测长仪工作台微分筒的示值误差和回程误差【要求】示值误差不大于8um;回程误差不大于3um。【万能测长仪检定方法】用检定极限误差不超过±1um的玻璃刻度尺和分度值为1um的读数显微镜检定。万能测长仪检定时,将玻璃刻度尺安装在工作台上,并使其轴线平行于微分筒移动方向。在刻度尺的下方安装反光棱镜。将读数显微镜借助支架固定在基座上,当微分筒对准零位后,调整显微镜,使其对准刻度尺的零线,并记下显微镜的示值。然后万能测长仪以正向行程依次地每间隔5mm检定一点,当检定至终点后,再以反向行程检定。移开测量轴,将尺寸为50mm的3等量块安装在工作台上。升降和移动工作台,使量块处于测量轴上。万能测长仪移动测量轴,使其和尾管的测量杆上的球面测帽与量块工作面相接触,然后使工作台按水平轴和垂直轴的正反向转动来找出量块的小值。万能测长仪当分别以正向和反向转动工作台找到小值时,进行读数。再改变工作台状态,重新按上述方法进行检定和读数。万能测长仪此项检定至少进行三次,所有读数中任一两读数之差不超过0.2um。换上平面测帽,并将其测量面调至平行后,按上述方法再次检定。温州高精密测长机定做我们的测长机具有高度自动化的特点,能够减少人工操作和人为误差。

测长机家族,分别由光学机械系列、光栅系列、激光系列组成。这些测长机在客户处验收时,示值误差的校准较多使用的是激光干涉仪校准,也有部分客户选择量块直接校准。针对的被测对象是光学机械式测长机。在进行示值误差校准时按微米、毫米、分米分别进行。而光栅式测长机、激光式测长机的数据输出方式与光学机械式是不同的,它们的示值误差要求与光学机械式测长机要求是不同的。在验收光栅系列测长机时,常有参照光学机械测长机的示值误差要求,按微米、毫米、分米来校准,造成我们与校准方意见不同。此时,我们应与校准者沟通,因为《测长机校准规范》未将数字式测长机的校准方法纳入其中,新天的技术文件就是光栅测长机的验收依据。
但是按照阿贝原则设计的仪器,由于被测长度必须布置在基准元件沿运动方向的延长线上,基准元件占据了测量方向上的空间,使测量长度范围的上限受到了限制。例如当图3测长机能测量1米时,同样外形大小的图2测长机只能测量0.5米。这使得按阿贝原则设计仪器的外形很长,仪器的结构刚度减低,并且成本增加。因此,某些测长机采用违背阿贝原则的设计是不得已而为之。违反阿贝原则的测长机,在设计时,必须采取措施对所产生的阿贝误差进行补偿或提高导轨的运动精度,从而减小阿贝误差的发生。这种措施被称为艾伯斯坦原理.它可以表述为:在实际测量中,利用各种机构,使可能产生的误差相互抵消和削弱,或者故意引进新的误差,以减小某些误差的影响。我们的售后服务团队会定期进行产品维护和升级,以确保产品始终处于比较好状态。

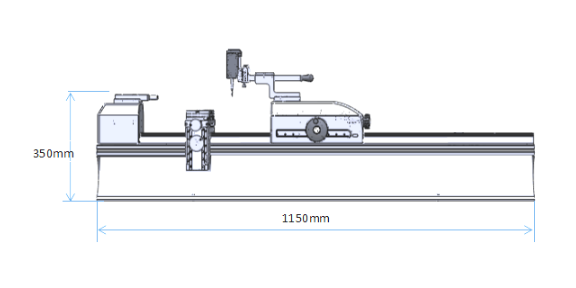
使用环境:可以直接在车间里使用,测长机使用花岗岩为平台,对环境温度的要求不高,可以在恶劣环境中使用,下面让我们一起了解一下这款;数显测长机采用进口数显表进行长度位置值读取,便于直观、简便的测量。用光栅尺进行移动距离检测,光栅尺的膨胀系数与钢的膨胀系数接近,减少温度变化带来的系统误差。测长机采用花岗岩作为平台,平台稳定、无变形扭曲。在平台上加装高精度的直线导轨,使测量头架运行轻便。测试头架在导轨上运动,带动光栅尺的动尺相对定尺进行运动,从而检测出测量块测量面之间的距离,在测量面之间进行管尺长度的校准,实现长度标准的传递。万能测长仪维修服务就找上海野齿仪器科技有限公司!杭州高精密测长仪价格
我们的测长机具有高度的可靠性和稳定性,能够长时间运行而不影响测量结果。徐州精密测长仪定制
万能测长仪现在常用的螺纹环规测量方法主要有三种,万能测长仪用螺纹校对量规进行综合测量;万能测长仪用测长机测量螺纹单一中径;用轮廓扫描型仪器测量螺纹全参数。万能测长仪这三种方法在不同的领域有不同的应用,各有各的使用特点,现对这三种方法进行初步比较,以便使用者根据自身的使用情况对照使用。万能测长仪螺纹校对量规用于综合测量螺纹作用中径,是国家标准GB3934-2003及计量检定规程JG888-1995规定对普通螺纹测量结果终的判定方法。万能测长仪该方法源于1905年英国人发明的泰勒原则。螺纹环规的通端用螺纹校对量规TTTZ及TS检验;止端用ZT,ZZ及ZS检验。螺纹轮廓扫描型仪测量全参数:螺纹产品的质量对于产品的稳定和安全起着关键的作用。万能测长仪对于航空、航天、交通运输、桥梁、管道和气液存储产品等,螺纹产品的质量更是会影响到工程安全和生命财产的安全。万能测长仪螺纹的质量在这些重要场合必须得到完全的保障。但是螺纹是复杂的空间曲面体,它由许多几何参数构成的,而螺纹校对量规及测长机只是控制综合的作用中径及单一中径,其他参数则无法控制,合格性判断经常出现争议。徐州精密测长仪定制






