- 品牌
- 顺安居
- 型号
- 齐全
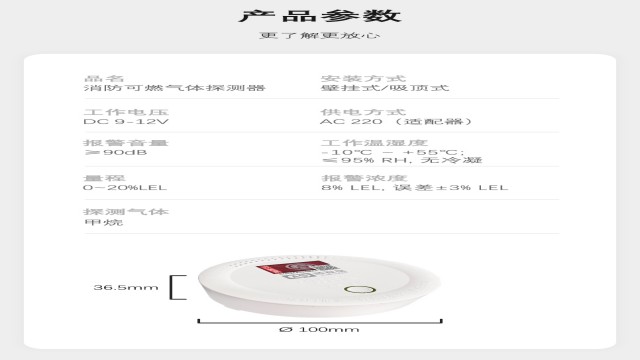
可燃气体探测器:可燃气体探测器是对单一或多种可燃气体浓度响应的探测器。可燃气体探测器有催化型、半导体、和自然扩散型三种类型。 可燃气体报警器特征:(1)通气口:燃气(天然气、液化石油气、城市煤气)通过报警器面壳与底壳之间空隙进入感应室。为了让空气正常循环,不要将报警器安装在很脏的、多尘的或油腻的地方。(2)传感器:传感器应用了半导体技术,对可燃气体的感应灵敏度极高,并避免了误报警的发生。(3)蜂鸣器:音量高达85分贝,发生提醒您注意潜在的危险,报警形式是:连续响。(4)预热:报警器通电时,需预热2-3分钟,通电2-3分钟内不报警。燃气探测器可以根据需求进行定制,以适应特定的应用场景。重庆工业燃气探测器排名

应用时的注意事项:可燃气体报警器定点式安装一经就位,其位置就不易更改。根据多年来积累的工作经验,具体应用时应考虑以下几点。(1)弄清所要监测的装置有哪些可能泄漏点,分析它们的泄漏压力、方向等因素,并画出探头位置分布图,根据泄漏的严重程度分成Ⅰ、Ⅱ、Ⅲ三种等级。(2)根据所在场所的气流方向、风向等具体因素,判断当发生大量泄漏时,可燃气体的泄漏方向。(3)根据泄漏气体的密度(大于或小于空气),结合空气流动趋势,综合成泄漏的立体流动趋势图,并在其流动的下游位置作出初始设点方案。(4)研究泄漏点的泄漏状态是微漏还是喷射状。如果是微漏,则设点的位置就要靠近泄漏点一些。如果是喷射状泄漏,则要稍远离泄漏点。综合这些状况,拟定出之后设点方案。这样,需要购置的数量和品种即可估算出来。重庆工业燃气探测器排名燃气探测器可以安装在室内火炉、燃气炉和烤箱等设备上,以检测气体泄漏。

独特功能:自动关阀机械手,在燃气报警时自动关闭入户总球阀。使得完全可以实现24小时报警处警功能。1.新增传感器漂移自动补偿功能 ,可以根据传感器的漂移而漂移 真正防止了误报和漏报(2) 报警器故障提示功能,传感器损坏自动提示 以便用户更换和维修,防止了不报.(3) MCU全程控制,工作温度在-40度~80度.机械手可自动复位,无需手动复位,确保一时间及时治理。可燃气体及一氧化碳对人体的危害:1、可燃气体浓度超过炸裂下限时,遇火种(打火机、电器开关、静电等)则发生炸裂,造成伤害。2、一氧化碳为无色无味的剧毒气体,通过呼吸道吸入与人体血红蛋白结合,造成人体缺氧而中毒。3、城市煤气中本身含有大量的一氧化碳,故燃气泄漏时,既有炸裂的危险,又有一氧化碳中毒的危险,另外,燃气、煤油、木材等不完全燃烧同样产生一氧化碳。
工商业可燃气体探测器常安装于石油、化工、餐饮行业、九小场所等领域,时刻检测可燃气体泄漏浓度,守护气体环境安全。但燃气报警器是有使用寿命的,仪器寿命到期后,不只影响仪器灵敏度,还可能由于误报引发新的灾害。可燃气体探测器使用年限很大程度指的是气体传感器的寿命,因为气体传感器的寿命要有效短于可燃气体探测器其他部件的寿命。可燃气体探测器使用寿命是多久?按照规范GB29837-2013《火灾探测报警产品的维修保养与报废》,可燃气体探测器的气敏元件(气体传感器)使用寿命不超过5年。按照中国行业标准《城镇燃气报警控制系统技术规程》中规定,商业和工业企业使用的可燃气体探测器使用年限为3年、居住建筑使用的家用燃气报警器有效期为5年,到期请及时更换。燃气探测器可以帮助消费者节省金钱。

气体报警器即气体报警主机和气体探测器,那么气体报警器探测器的使用过程中应注意哪些方面,下面进行列举:1、气体探测器布线应采用三芯屏蔽电缆,单根线径大于1平方毫米,接线时屏蔽层必须接地。2、气体探测器装置时应传感器朝下固定,锁紧螺母应完全拧紧,探头盖应完全盖好,用螺钉拧紧,以达到防爆要求。3、气体探测器选点应挑选阀门、管道接口、出气口或易走漏处附近方圆1米的范围内,但不要影响其它设备操作,同时尽量避免高温、高湿环境,要避开外部影响,如溅水、油及形成机械损坏的可能性。4、气体探测器装置方式可采用房顶吊装、墙壁装置或抱管装置,应保证装置牢固牢靠,同时应考虑便于维护、标定。5、气体探测器应装置在一个无大的轰动且温度也尽可能稳定的方位上。燃气探测器可以帮助企业节省保险费用和维护成本。重庆工业燃气探测器排名
燃气探测器可以提高生产线的安全性、生产效率和生产质量。重庆工业燃气探测器排名
一氧化碳报警器是用来检测一氧化碳气体(CO)的。不能用于检测甲烷(CH4)等烷类气体。而燃气报警器一般可用于检测天然气、液化石油气或煤制气等,城市管道气体一般是这三种气体中的一种。这些气体的主要成分是甲烷(C4H4)等烷类气体,其主要特征是有一种刺鼻性气味。当空气中这些可燃气的浓度超过必定标准后会引起爆破。燃气报警器检测的便是这种爆破性的烷类气体,并不能用于检测一氧化碳气体。城市管道煤制气是一种比较特殊的气体,里面既含有CO的成分,又含有烷类气体。假如在运用煤炉取暖,焚烧煤炭的场合安装燃气报警器是没有任何用处的,人中毒了,燃气报警器也不会响的。这是适当风险的。因而假如只是检测管道煤气是否有走漏,则既可以用一氧化碳报警器检测也可以用燃气报警器检测。重庆工业燃气探测器排名
深圳市顺安居智能科技有限公司是一家集研发、制造、销售为一体的高新技术企业,公司位于深圳市光明区凤凰街道东坑社区龙光玖龙台6栋B座1811,成立于2008-11-13。公司秉承着技术研发、客户优先的原则,为国内一键报警主机,网络报警主机,周界报警产品,燃气探测器的产品发展添砖加瓦。顺安居目前推出了一键报警主机,网络报警主机,周界报警产品,燃气探测器等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力安全、防护发展。深圳市顺安居智能科技有限公司每年将部分收入投入到一键报警主机,网络报警主机,周界报警产品,燃气探测器产品开发工作中,也为公司的技术创新和人材培养起到了很好的推动作用。公司在长期的生产运营中形成了一套完善的科技激励政策,以激励在技术研发、产品改进等。深圳市顺安居智能科技有限公司以市场为导向,以创新为动力。不断提升管理水平及一键报警主机,网络报警主机,周界报警产品,燃气探测器产品质量。本公司以良好的商品品质、诚信的经营理念期待您的到来!

燃气探测器的发展历程可追溯至 20 世纪中期,随着燃气在生产生活中的广泛应用,气体检测技术不断迭代升级。早期的燃气探测器采用简单的化学传感器,检测精度低、响应速度慢,且只能实现单一的声光报警;20 世纪 80 年代后,半导体式和催化燃烧式传感器逐渐成熟,探测器的灵敏度和稳定性大幅提升,开始在工业和家庭场景中推广;进入 21 世纪,随着电子技术和物联网技术的发展,燃气探测器实现了智能化升级,加入了联网功能、联动控制、多重传感等特性,检测精度进一步提高,误报率明显降低;近年来,AI 技术和大数据的应用让燃气探测器具备了自主学习和数据分析能力,能根据使用环境自动调整检测参数,预测潜在安全风险,推动燃...
- 青岛无线可燃气探测器报警原因 2026-04-20
- 河北燃气泄露探测器公司 2026-04-20
- 安徽吸引式燃气探测器排行榜 2026-04-19
- 四川防爆可燃气探测器报价 2026-04-18
- 广东无线燃气报警探测器定制 2026-04-18
- 无线燃气报警探测器批发 2026-04-17
- 辽宁工业燃气探测器工厂 2026-04-16
- 燃气探测器在哪里买 2026-04-07
- 杭州工业燃气探测器定做 2026-04-06
- 辽宁吸引式燃气探测器定制 2026-03-31



- 山东吸引式燃气探测器价位 2026-03-16
- 北京多功能燃气探测器去哪买 2026-03-12
- 辽宁家用燃气探测器厂商 2026-03-11
- 上海家用燃气探测器品牌 2026-03-09
- 青岛厨房燃气探测器价钱 2026-03-04
- 深圳无线燃气报警探测器厂 2026-02-12



- 甘肃工厂可燃气体探测器哪家好 05-11
- 海南工厂温湿度传感器定做厂家 05-10
- 福建工厂温湿度传感器公司 05-09
- 西藏工厂可燃气体探测器批发 05-08
- 内蒙古电厂张力围栏厂家电话 05-07
- 吉林智能家居温湿度传感器排行榜 05-07
- 湖北博物馆烟雾探测器定制厂家 05-07
- 海南酒店烟雾探测器价钱 05-06
- 天津仓库温湿度传感器哪家划算 05-06
- 内蒙古烟雾探测器价钱 05-05