- 品牌
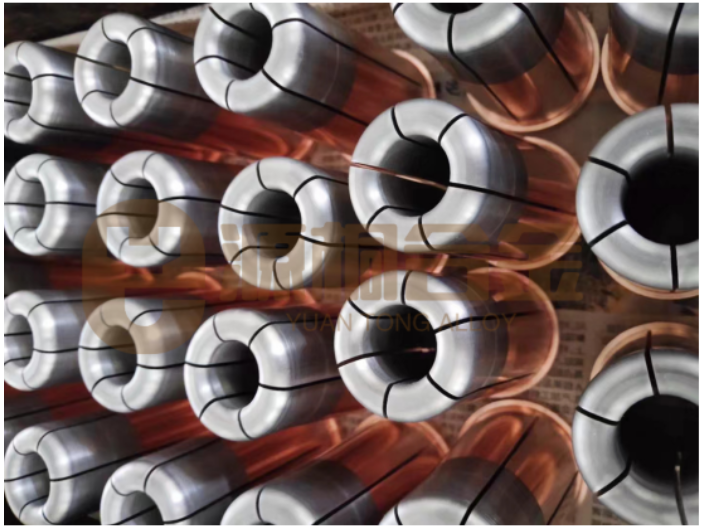
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
在焊接窗口测试及焊接工艺开发过程中,要频繁的进行焊接方案的修改及验证,涉及超高强钢或者镀锌产品的焊接时,电极头实际的磨损状态也不一致,为满足焊接质量要求,降低电极头的消耗以降低成本,不建议采用新电极头进行窗口测试及工艺开发。目前主要应用的中频直流电焊机,均配置有自动修磨程序,修磨压力及修磨时间均不可能人为控制,无法依据电极头实际磨损情况进行有针对性的修磨,固有参数的极头修磨程序通常默认为电极头端面磨损较严重无法满足焊接工艺要求的条件下进行修磨,修磨过程中切削量很大,势必会造成电极头使用寿命的明显降低,因此结合焊接材料及工艺不同,针对实际电极头磨损状态的修磨问题就变得尤为凸出。电阻焊电极有哪些用途?湖北定做电阻焊电极设计

电阻焊电极,随着现代工业生产中自动焊机 、焊接机器人的大量使用 ,电阻焊需在高速 、高节拍下完成, 这对电极材料的强度、软化点和导电性能等提出了更高的要求 。颗粒强化铜基复合材料(又称弥散强化铜)作为新型电极材料受到重视, 是由于铜基体中加入或通过一定的工艺原位生成微细 、弥散分布、具有良好热稳定的第二相粒子, 而该粒子可阻碍位错运动 ,提高材料的室温强度 ,同时可以阻碍再结晶的发生 ,从而提高材料的高温强度。目前, 可采用内氧化法和机械合金化法制取弥散强化铜复合材料。北京耐磨的电阻焊电极电阻焊电极对于生产有什么好处?

电阻焊电极用铜合金的发展 铜的电导率在金属中只次于银 ,价格远远低于银 。在铜中添加少量合金元素可以明显改善铜的物理-力学性能 , 尤其是硬度和软化温度有较大提高, 因此 ,在电阻焊中广泛应用的是铜合金 。电极用铜合金中常用的合金元素有镉、银 、铬 、锆 、镍、硅、铍、钴 、铝等 。它们与铜组成的二元合金 、三元合金或多元合金 ,具有不同的性能,能适应各种金属材料焊接的不同需要 。电阻焊电极用铜合金材料的发展历史分3 个阶段。第 1 阶段 , 20 世纪 70 年代末之前是高导电 、中等硬度的非热处理硬化合金 。这类材料只能通过冷作硬化提高硬度, 且再结晶温度低 ,适用于焊接要求不高的地方 。常用的电极材料有紫铜 、镉铜 、银铜 。
电阻点焊接 叠放焊接材,用连接有焊接用电源的通电用铜电极夹住焊接部分并通电,借助电阻产生的热量(焦耳热)进行溶融接合的焊法。在 FA(工厂自动化)中,电阻点焊接的自动设备正在被普遍用于生产线上的接合工序。连续连接焊接点的“焊缝焊接”,在单侧材料的接合部塑造突起,对突起部集中施加电阻热的“凸焊焊接”都是运用电阻点焊接的焊法。电阻焊是将被焊工件压紧于正负电极之间,利用大电流通过工件及焊接接触面间所产生的电阻热,将工件接触面加热至塑性或局部熔化状态,并施加压力下形成焊接接头的焊接方法。电阻焊电极适用于铝、铜、钢及异种金属材料的焊接。

电阻焊电极是什么?电阻焊,是指利用电流通过焊件及接触外产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小、容易实现自动化。电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。中文名:电阻焊,外文名:resistance welding;种类:点焊、缝焊、凸焊、对焊;应用学科:机械工程;能源:电阻热;组成:以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊电极的规模有哪些?广州定做电阻焊电极厂家
电阻焊电极的简单介绍。湖北定做电阻焊电极设计
电阻焊电极三要素:(一)、焊接电流 焊接电流在阻焊过程中是个必须严格控制的参数它直接影响到熔核尺寸和接头的抗剪强度,因此电流的稳定是保证焊接质量的重要因素。过小,焊接区热量不够严重影响焊点强度。过大,焊接区易变形,表面变黑易有喷溅,产生气泡。电阻焊机可采用恒流和恒压两种电流精度补偿方式,以有效地克服网压波动和次级回路阻抗变化对电流的影响。(二)、加压力 加压力有两作用,一为夹紧定位功能,让工件稳固不晃动以便精确定位焊接,二让电流均匀从电极传导工件。对焊机中还有一种为顶锻压力即锻压力,使原子间结合,对接牢固。湖北定做电阻焊电极设计
源桐合金制品(深圳)有限公司在电阻焊电极,镶嵌电极,镶钨电极,钨铜触头一直在同行业中处于较强地位,无论是产品还是服务,其高水平的能力始终贯穿于其中。源桐合金是我国五金、工具技术的研究和标准制定的重要参与者和贡献者。源桐合金以电阻焊电极,镶嵌电极,镶钨电极,钨铜触头为主业,服务于五金、工具等领域,为全国客户提供先进电阻焊电极,镶嵌电极,镶钨电极,钨铜触头。源桐合金将以精良的技术、优异的产品性能和完善的售后服务,满足国内外广大客户的需求。

电阻焊的焊接过程大致可以分为以下几个步骤:预压阶段:通过电极对工件施加一定的压力,使工件表面紧密接触,形成稳定的焊接接触面。通电加热阶段:在电极与工件之间通以一定大小的电流,利用电流通过接触面时产生的电阻热将工件加热至塑性状态或熔化状态。维持阶段:在工件达到所需焊接温度后,保持一定时间的电流和压力,使工件在塑性状态下或熔化状态下进行充分的扩散和融合。冷却阶段:在焊接完成后,切断电流并继续保持一定时间的压力,使焊接接头在冷却过程中形成良好的冶金结合。在开始焊接之前,应仔细检查电阻焊电极的表面状况,确保其无磨损、凹坑、裂纹或杂质。宝安区点焊电阻焊电极标准电阻焊电极电阻焊的基本原理是利用电流通过工件...
- 河南镀银电阻焊电极钨铜 2024-11-29
- 河北定做电阻焊电极压力 2024-11-28
- 辽宁制造电阻焊电极钨铜 2024-11-28
- 深圳加工电阻焊电极工厂直销 2024-11-28
- 深圳电阻焊电极价格 2024-11-28
- 深圳制造电阻焊电极钨铜 2024-11-28
- 辽宁定做电阻焊电极直径 2024-11-28
- 辽宁电阻焊电极有哪些 2024-11-28
- 宝安区镀银电阻焊电极钨铜 2024-11-27
- 导电的电阻焊电极硬度 2024-11-27



- 宝安区定制电阻焊电极标准 2024-11-27
- 辽宁定做电阻焊电极工艺 2024-11-27
- 湖北耐磨的电阻焊电极厂家 2024-11-26
- 广州合金电阻焊电极工艺 2024-11-26
- 北京导电的电阻焊电极生产 2024-11-26
- 东莞耐磨的电阻焊电极工艺 2024-11-26




- 浙江镀银钨铜触头工艺 11-29
- 宝安区耐磨的钨铜触头特点 11-29
- 宝安区耐磨的钨铜触头推荐 11-29
- 浙江加工镶钨电极用途 11-28
- 河北定做电阻焊电极压力 11-28
- 辽宁制造电阻焊电极钨铜 11-28
- 宝安区镀银镶钨电极烧结 11-28
- 深圳加工电阻焊电极工厂直销 11-28
- 深圳电阻焊电极价格 11-28
- 深圳制造电阻焊电极钨铜 11-28