- 品牌
- 顺安居
- 型号
- 齐全
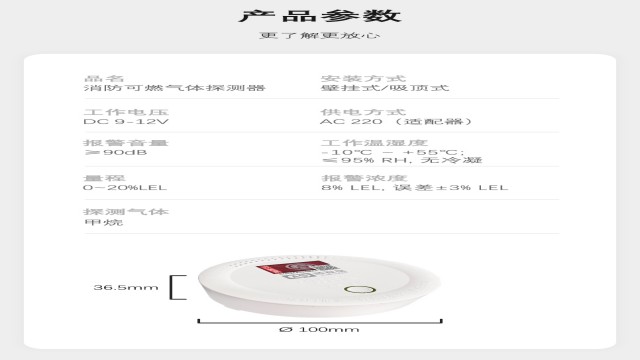
防爆型有毒有害气体报警器是一款采用模块化设计、具有智能化传感器检测技术、整体隔爆(d)结构、固定安装方式的有毒气体检测仪。标准配置为带点阵LCD 液晶显示、三线制4~20mA模拟和RS485数字信号输出,可选配置为可编程开关量输出等模块,用户可根据自身需求提供定制化产品,还支持输出信号微调等功能,方便用户系统组网及维护。可检测CO、H2S、O2、Cl2、NH3、SO2、HCN、NO、NO2、 PH3、ClO2、ETO等多种有毒有害气体。 智能化EC传感器,采用本质安全技术,可支持多气体、多量程检测,用户可根据自身需求定制产品。燃气探测器可以提高生产线的安全性、生产效率和生产质量。重庆多功能燃气探测器排行榜

购买燃气报警器要注意什么?1.根据燃气种类选择,燃气报警器的种类很多,包括人工煤气报警器,天然气报警器和液化石油报警器。不要人云亦云,要根据自己家的气源选择对应的报警器。2.看外表,表面有腐蚀,涂层脱落起泡,或者有明显划伤,裂痕的报警器不建议买。3.看铭牌,铭牌应该清晰可见,且不应该贴在螺丝或者其他容易被拆卸的部件上。安装燃气报警器要注意什么?燃气报警器应该安装在距离燃气具水平距离4m以内,2m以外的室内墙面上。如果家里用的是天然气或者人工煤气,应该安装在距离天花板0.3m的位置。当然,燃气警报器也有不能安装的位置。首先不能安装在有水雾和滴水的地方,其次不能安装在被物体遮挡的地方。山东工业燃气探测器厂家批发燃气探测器适用于家庭、酒店、餐厅和办公室等场所。

正确维护方法:在使用工业用燃气报警器的过程中,正确的维护是非常重要的,这可以保证其长期稳定运行,并较大限度地发挥其功能。下面是一些正确维护的方法:定期检查,需要定期检查工业用燃气报警器的工作状态,同时注意观察灯光和声音是否正常。如果发现异常情况,需要及时修理和更换相关配件。清洁保养:工业用燃气报警器需要定期进行清洁保养,以确保其敏感度和响应时间。同时,需要避免尘土和水分等杂质进入到设备内部,以避免发生损坏。保持干燥,在存放工业用燃气报警器时,需要保持其处于干燥的环境中,以避免设备内部出现腐蚀等问题。同时,在使用过程中也需要注意避免受潮。
家用燃气报警控制系统如何安装和使用?根据使用场景及设计文件要求,主要有如下三种使用方案:方案一:安装家用可燃气体探测器。探测器在可燃气体的浓度达到报警设定值时,发出声、光报警信号,提示用户已有燃气泄漏。方案二:安装可燃气体探测器、不完全燃烧探测器或复合探测器(可同时探测可燃气体和一氧化碳)和电磁阀联锁。探测器在可燃气体和一氧化碳气体的浓度达到报警设定值时,发出声、光报警信号,电磁阀自动切断气源。方案三:安装探测器(可燃气体探测器和不完全燃烧探测器或复合探测器)、电磁阀和机械通风设备,探测器与电磁阀、机械通风设备联锁。探测器在可燃气体和一氧化碳气体的浓度达到报警设定值时,发出声、光报警信号,电磁阀自动切断气源,机械通风设备开启通风换气。燃气探测器通过与其他安全设备集成以提高安全性。

可燃气体报警器即气体泄露检测报警器,是区域安全监视器中的一种预防性报警器。当工业环境中可燃或有毒气体泄露时,当气体报警器检测到气体浓度达到炸裂下限或上限的临界点时,可燃气体报警器就会发出报警信号,以提醒工作人员采取安全措施,并驱动排风、切断、喷淋系统,防止发生炸裂、火灾、中毒事故,从而保障安全生产。可燃气体报警器,主要用于检测空气中的可燃气体,常见的如氢气(H2)、甲烷(CH4)、乙烷(C2H6)、丙烷(C3H8)、丁烷(C4H10)、乙烯(C2H4)、丙烯(C3H6)、丁烯(C4H8)、乙炔(C2H2)、丙炔(C3H4)、丁炔(C4H6)、磷化氢等。燃气探测器可以检测出初始的气体泄漏信号。燃气泄露探测器功能
燃气探测器可以通过网络和移动设备实现智能控制。重庆多功能燃气探测器排行榜
探测器被封装在防爆金属外壳内。外壳上旋着一个带玻璃的盖子。位于变送器面板上的磁性编程按钮可通过手持的磁性编程工具对其进行操作,这就保证了传感器界面操作的无干扰性。所有的校准和现场调试都可在不开盖,保持现场原有状态的情况下进行。带背光的液晶显示屏上显示校准提示,有效简化了校准步骤。技术人员只需用磁性编程工具就可简单地开始校准程序。校准程序一经启动,探测器就显示校准菜单,菜单提供了零位校准及起始校准两种选择。选ZERO就会开始自动归零功能。校准结束显示将恢复到校准菜单。选SPAN将开始自动起始状态校准,显示屏会要求提供该探测器整定的气体及其浓度。气体一经提供,探测器就开始自动起始校准。当信号稳定下来后,探测器会记录起始数据并提示操作人员断开气源。一旦气体浓度归零,探测器会自动继续它原来的正常工作。如果因任何原因探测器无法执行校准程序,探测器会显示出错提示。这一程序只需不到三分钟的时间而且几乎是不会出差错的。重庆多功能燃气探测器排行榜
深圳市顺安居智能科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的安全、防护中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市顺安居智能科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

燃气探测器的发展历程可追溯至 20 世纪中期,随着燃气在生产生活中的广泛应用,气体检测技术不断迭代升级。早期的燃气探测器采用简单的化学传感器,检测精度低、响应速度慢,且只能实现单一的声光报警;20 世纪 80 年代后,半导体式和催化燃烧式传感器逐渐成熟,探测器的灵敏度和稳定性大幅提升,开始在工业和家庭场景中推广;进入 21 世纪,随着电子技术和物联网技术的发展,燃气探测器实现了智能化升级,加入了联网功能、联动控制、多重传感等特性,检测精度进一步提高,误报率明显降低;近年来,AI 技术和大数据的应用让燃气探测器具备了自主学习和数据分析能力,能根据使用环境自动调整检测参数,预测潜在安全风险,推动燃...
- 青岛无线可燃气探测器报警原因 2026-04-20
- 河北燃气泄露探测器公司 2026-04-20
- 安徽吸引式燃气探测器排行榜 2026-04-19
- 四川防爆可燃气探测器报价 2026-04-18
- 广东无线燃气报警探测器定制 2026-04-18
- 无线燃气报警探测器批发 2026-04-17
- 辽宁工业燃气探测器工厂 2026-04-16
- 燃气探测器在哪里买 2026-04-07
- 杭州工业燃气探测器定做 2026-04-06
- 辽宁吸引式燃气探测器定制 2026-03-31


- 山东吸引式燃气探测器价位 2026-03-16
- 北京多功能燃气探测器去哪买 2026-03-12
- 辽宁家用燃气探测器厂商 2026-03-11
- 上海家用燃气探测器品牌 2026-03-09
- 青岛厨房燃气探测器价钱 2026-03-04
- 深圳无线燃气报警探测器厂 2026-02-12



- 甘肃工厂可燃气体探测器哪家好 05-11
- 海南工厂温湿度传感器定做厂家 05-10
- 福建工厂温湿度传感器公司 05-09
- 西藏工厂可燃气体探测器批发 05-08
- 内蒙古电厂张力围栏厂家电话 05-07
- 吉林智能家居温湿度传感器排行榜 05-07
- 湖北博物馆烟雾探测器定制厂家 05-07
- 海南酒店烟雾探测器价钱 05-06
- 天津仓库温湿度传感器哪家划算 05-06
- 内蒙古烟雾探测器价钱 05-05