- 品牌
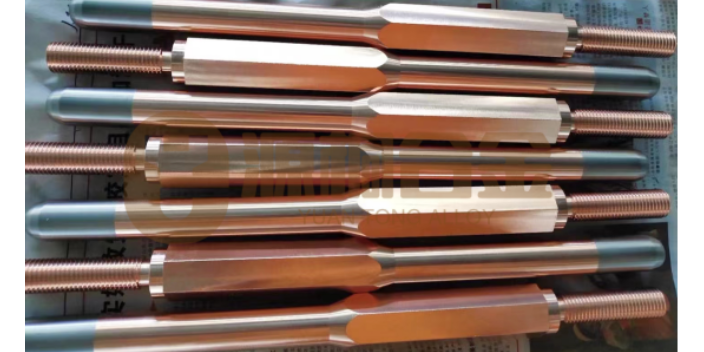
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
点焊电极设计原理点焊电极使用寿命长,不粘电极的关键技术在于:电极材料的选择,点焊头的形状,电极杆部的形状。在设计电极之前,有三个关键要素设计人员需要非常清楚:A)工件的形状B)工件的镀层类型C)工件焊接的几何图谱(焊接工艺路线)工件材料的选择。大部分的点焊都是把一种金属焊在另一种不同的金属上。这种应用需要用两种不同的电极材料。另外一个难题就是工件由不同的材料组成。比如,有很多轴向电子元器件的引脚是钢的芯,外层包覆铜层,铜层外面镀锡。大多数的情况下,工件的材料决定了电极材料的选择。低电导(高电阻)的金属如铍铜,铂,镍,钢,需要用高电导的铜合金电极材料。高电导的电极,会让热量留在工件-工件的接触面上,而不是让热量产生在电极头上。高电导的金属如铜,某些铜合金,银,需要用低电导的电极材料比如钨铜,钨,钼。电极头产生高热,高热传导到工件-工件接触面。 电阻焊电极的规模有哪些?湖北加工电阻焊电极形状

电阻焊电极头检验方法——无损检验:电阻焊接头的质量检验,分为破坏性检验和无损检验两类。 无损检验以不损坏产品使用性能为前提的检测方法,可以推广到每个零件的每个焊接接头,因此是保证产品安全的可靠手段。但在电阻焊接头中由于接头的特殊性,只有少量方法获得工业应用,大多数方法处于实验研究阶段。对电阻焊接头进行无损检验可有两类方法:其一是目视检验、密封性检验以及施加规定载荷下的接头强度检验等;其二是一些物理检验方法,即X射线检验、超声波检验、涡流检验、热图像法检验和磁粉检验等。东莞电阻焊电极推荐电阻焊电极的应该范围有哪些?

电阻焊电极的常用材料都有哪些材质?1.铬锆铜(CuCrZr)是常用的电阻焊电极材料,这是由它本身优良的化学物理特性及很好的性价比所决定的。优良的导电性------保证焊接回路的阻抗小,获到优良的焊接质量。高温机械性能-----较高的软化温度保证焊接高温环境下电极材料的性能及寿命。耐 磨-----电极不易磨损,延长寿命,降低成本。较高的硬度和强度----保证电极头在一定的压力下工作不易变形压溃,保证焊接质量。2.钼电极(Molybdenum) 钨、钼电极具有硬度高、熔点高、高温工作性能优越等特点,适合与焊接有色金属铜、铝、镍等,如开关的铜编织带与金属片的焊接。
焊接表达式焊接热的产生及影响产热的因素点焊时产生的热量由下式决定:Q=I²Rt式中Q——产生的热量(J),I²——焊接电流(A)的平方,R——电极间电阻(Ω),t——焊接时间(s),2、影响焊接效果的因素电阻R及影响R的因素,上式中的电极间电阻包括工件本身电阻R、两工件间接触电阻R、电极与工作间接触电阻R。当工件和电极已定时,工件的电阻取决于它的电阻率。因此,电阻率是被焊材料的重要性能,电阻率高的金属其导热性差(如不锈钢),电阻率低的金属其导热性好(如铝合金)。因此,点焊不锈钢时产热易而散热难,点焊铝合金时产热难而散热易。点焊时,前者可以用较小电流(几千安培),后者就必须用很大电流(几万安培)。电阻焊电极在焊接时,电极头在焊机里是比较重要的角色。

电阻焊电极的优点与缺点 1、焊接两个相似金属工件 2、高度自动化 3、生产效率高 4、不需要其它辅助耗材 5、环保 电阻焊缺点 1、焊接工件厚度局限 2、高导电材料焊接效率低 3、需要足够的功率 任何一种焊接工艺不可能适合所有产品焊接,但是可以根据产品的焊接工艺需求,选择合适的电阻焊或其它焊接工艺。这需要经过专业的焊接研发人员评估,具体需要知道产品的元素与机器打样后才能评估。行业常见问题 使用电阻焊设备焊接产品,需要根据产品的材质调整合适的焊接参数,例如电流大小、焊接时间、压力等。除了焊接参数之外,以下问题也影响产品的焊接质量。1、电极退化与磨损 2、工件之间有间隙 3、工件与电极未对准 4、多个焊点分流效应 5、收缩与热膨胀电阻焊电极是当电流通过导体时,由于电阻产生热量。东莞电阻焊电极推荐
电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合。湖北加工电阻焊电极形状
电阻焊的特点6:操作简单,易于实现机械化和自动化,劳动条件好。7:生产率高,可与其他工序一起安排在装焊生产线上。然而,闪光焊接仍然需要隔离,由于火花飞溅。8:由于电阻焊设备功率大,机械化、自动化程度高,设备投资大,维修困难,目前常用的大功率单相交流焊机不利于电网的正常运行。9:点、缝焊搭接接头不仅增加了构件的质量,而且降低了接头的抗拉强度和疲劳强度。10:电阻焊的质量目前缺乏可靠的无损检测方法,只能通过工艺样品、破坏性试验,以及各种监测技术来检查。湖北加工电阻焊电极形状
源桐合金制品(深圳)有限公司致力于五金、工具,是一家生产型公司。公司业务涵盖电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等,价格合理,品质有保证。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造五金、工具良好品牌。源桐合金立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。

电阻焊电极的冷却要点与冷却介质:水冷式冷却中,应使用软质水或经过软化处理的水作为冷却介质,避免管道内壁积垢,保证冷却效果。冷却部位:电阻焊设备需要冷却的部位主要有焊接变压器、上电极、下电极、油箱以及晶阀管等。这些部位都是设备中的关键部分,温度过高会影响其性能和寿命。冷却效果监控:需要定期检查冷却系统的运行情况,确保冷却效果良好。同时,对于一些关键部位,如晶阀管,可以设置水流量控制阀,确保循环水达到所要求的流量。低温保护:在冬季低温环境下,焊机不工作时,应将管道内的积水用压缩空气吹出,防止管道结冰膨胀而损坏。电阻焊电极头的设计需充分考虑工件的形状、材料、厚度等因素,以确保焊接质量和效率。广州定做...
- 河北耐磨的电阻焊电极生产 2024-12-03
- 无锡耐磨的电阻焊电极生产 2024-12-03
- 深圳点焊电阻焊电极用途 2024-12-03
- 湖北合金电阻焊电极有哪些 2024-12-03
- 深圳点焊电阻焊电极缺点 2024-12-03
- 河北定做电阻焊电极推荐 2024-12-02
- 深圳耐磨的电阻焊电极推荐 2024-12-02
- 浙江合金电阻焊电极有哪些 2024-12-02
- 上海耐磨的电阻焊电极设计 2024-12-02
- 河北合金电阻焊电极价格 2024-12-01




- 河南镀银电阻焊电极厂家 2024-11-30
- 宝安区点焊电阻焊电极标准 2024-11-29
- 无锡导电的电阻焊电极用途 2024-11-29
- 河南镀银电阻焊电极钨铜 2024-11-29
- 河北定做电阻焊电极压力 2024-11-28
- 辽宁制造电阻焊电极钨铜 2024-11-28




- 无锡耐磨的电阻焊电极生产 12-03
- 东莞加工镶钨电极工厂直销 12-03
- 深圳点焊电阻焊电极用途 12-03
- 湖北合金电阻焊电极有哪些 12-03
- 深圳点焊电阻焊电极缺点 12-03
- 河北定做电阻焊电极推荐 12-02
- 上海加工镶钨电极工艺 12-02
- 深圳耐磨的电阻焊电极推荐 12-02
- 辽宁加工镶钨电极工厂直销 12-02
- 浙江合金电阻焊电极有哪些 12-02