加工螺纹的方法有多种,但常见的方法是螺纹车削和螺纹旋风铣。旋风铣已被认为是生产大长径比零件的选择——特别是在大批量生产、材料加工要求苛刻、螺纹牙形深以及螺旋相对较大时就更为如此。这种加工方法早已有之,至今已经历半个世纪之久,但并未作为螺纹车削方法而得到采用。一方面是因为没有需求,另一方面是一直被视为更为复杂的加工方法,应用于特种加工。然而现在,涉及合适工件的需求不断增长,而螺纹旋风铣也变得更易于应用。而且更有意思的是,时下就有新的手段来优化加工性能。旋风铣旋风铣根据工件螺距或导程沿工件轴向运动,走心机为棒材的进给运动(进给运动)。河北旋风铣工艺
为了达到钻石辊铺装机设计要求精度,首先是选择适合于制造钻石辊所需的刚性、韧性、表面处理后的耐磨性以及加工性能优良的材料,其次是选择有足够高加工精度的加工钻石辊工作母机,再次是应具有相应的检测检验手段。目前,钻石辊的装备及加工行业参差不齐,大部分厂家自己在车床上改造装备或加工,即便是加工出来了钻石辊,只能说是有了螺旋线而已,根本就不知道是否符合设计要求,更无从谈起高精的质量保证了。首先钻石辊材料和热处理工艺保证钻石辊挠度的影响;钻石辊采用合金钢材料调质先进热处理,保证材质的材料硬度及刚性,减少钻石辊的加工变形。钻石辊螺旋线的加工精度;一般而言,铺装机铺装下料主要依靠钻石辊的沟槽,而非钻石辊的间隙。钻石辊的沟槽小,间隙小,精度高,南京创远旋铣装备的数控钻石辊旋风铣床有效控制钻石辊螺旋精度分头精度0.001度,钻石辊直线度0.015mm,生产的钻石辊依靠设备保证左右螺旋沟槽深度一致,菱形面光洁一致。精密磨床磨削保证高精度。南京数控旋风铣工艺旋风铣用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。

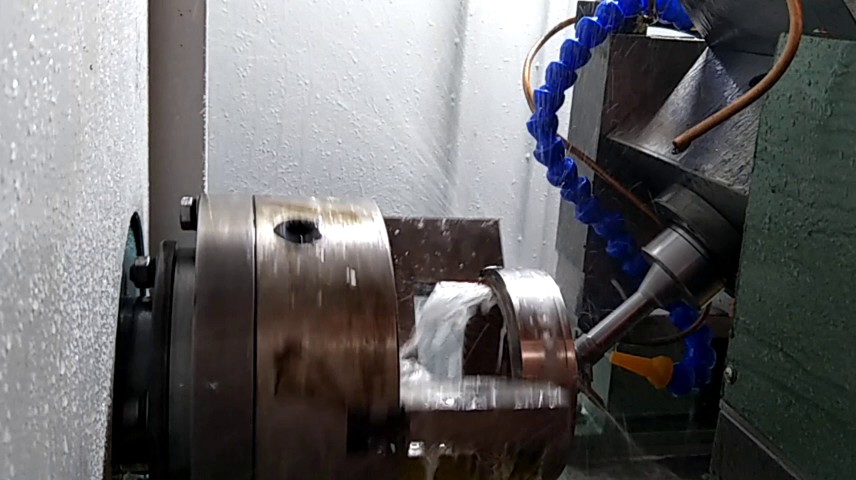
数控丝杆(螺杆)旋风铣床是针对长丝杠及螺杆加工而开发的高效数控机床。可以广泛应用于机床丝杠、阀门丝杆、注塑机挤出螺杆、包装机计量螺杆等行业。机床采用旋风铣内包络高速成型铣削,效率较传统车削提高5-20倍;技术:机床采用液压V型钳口自定心跟刀技术,夹持性能优异、刚性强,有效解决了细长丝杆旋风铣削震刀的工艺瓶颈;机床采用模块化机夹旋风铣刀盘及机夹旋风铣刀片,无需对刀,不同螺距丝杆采用快换可转位刀片,针对难加工不锈钢材料可高速铣削,表面粗糙度以及螺纹精度提高2级,根据客户工件规格长度从2000-8000均可定制。
刀盘偏转角的调整精度,要解决旋风铣削机构螺旋升角调整精度问题提高数控旋风铣床加工精度,就要解决各方面的工艺瓶颈:多刀头位置的精度,要解决刀具刀盘的精度问题。刀盘要高精度旋转,要解决刀盘的安装制造精度问题。工件卡盘轴要有较高的回转精度,要解决主轴设计及传动精度问题。刀盘头架运行导轨与工件轴线要有较高的平行度,就是要解决床身本身的刚性及制造精度问题。工艺系统要有较高的的动刚度,要解决相关的跟刀系统机构。切削刀头要有较高的成形精度,要解决刀具的制造精度。旋风铣切削螺纹的优点:产品-刀成形,偏心切削不需退刀 3、不改动车床结构,螺旋升角可调,安装方便。

加工数量日益增多的螺钉零件(如动车行业)时,如同在螺纹旋风铣中一样,采用多刃刀具有多方面的优势。旋风铣属于多刃切向加工,这样一来,就要求切削刃坚固安全,能够承受中等的机械和热负荷。切屑较短是另一项优势(在较长的螺纹车削走刀中,这往往是个问题),因为同螺纹车削需要多次走刀相比,旋风铣只需一次走刀即可。通过使刀具靠近机床主轴上支撑工件的位置,就能在螺纹旋风铣时确保长工件的稳定性。现在,通过正确选择加工参数,就可以更容易地设定螺纹旋风铣,在加工要求苛刻的材料时极为可靠和高效,并且能获得理想的结果。螺纹旋风铣在不断地优化,不断地更新。不就的将来螺纹旋风铣,数控旋风铣,旋风铣,在螺纹加工行业一直被人们所使用。旋风铣在加工过程中需要完成五个加工运动。浙江数控旋风铣创新服务
常州旋风铣购买认准南京创远旋铣装备制造有限公司。河北旋风铣工艺
CYHW数控环面蜗杆高速铣床是针对环面蜗杆加工而开发的专门的高效数控机床,机床采用外包络旋风铣削技术结合数控回转驱动技术,利用CNC控制可6轴3联动完成环面蜗杆的蜗杆部分的高效成型加工,比传统的宏程序数控车削点位加工效率提高5-10倍,并可完成齿顶修形及齿部倒坡等全部工艺要求,精度等级提高2级。机床CNC轴联动设置:(6轴3联动)夹持工件回转伺服C轴、数控伺服回转台A轴、伺服横向进给X轴;机床通过伺服Y轴(可以手动)调整蜗杆涡轮副的中心距,伺服Z轴调整蜗杆纵向大拖板工件对中(可以手动),刀轴B轴可面板程式控制无极调速。通过C/A/X轴联动,围绕环面蜗杆基圆的圆心成型高效旋风铣削。铣刀轴可偏转螺旋升角。河北旋风铣工艺
南京创远旋铣装备制造有限公司主营品牌有创远,创远旋铣,CY创远,南京创远,南京创远旋铣,发展规模团队不断壮大,该公司生产型的公司。是一家有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司始终坚持客户需求优先的原则,致力于提供高质量的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣。南京创远旋铣顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣。