- 品牌
- 崴而淀
- 型号
- 齐全
- 类型
- 自动焊接设备
缝焊:焊件装配成搭接或对接接头,并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法。连续缝焊特点为:滚轮电极连续旋转、焊件等速移动焊接电流连续通过,每半个周波形成一个焊点.连续缝焊设备简单(例如FN-25型)产率高,一般焊接速度为10一20m/min。但由于上述机一电特点,缝焊中滚轮电极表面和焊件表面均有强烈过热,焊接质量变坏及电极磨损严重,该方法的实际可用性却很有限。断续缝焊特点为:滚轮电极连续旋转、焊件等速移动焊接电流断续通过,每“-断”一次,形成一个缝焊在生产中得到较普遍地应用,焊接电流采用工频交流或电容贮能电流波形(频率可),用以制造黑色金属气密、水密和油密焊缝,缝焊速度一般均0.5-4.3m/min。例如FNI150型缝焊机,即属此类。缝焊机是指焊件装配成搭接或对接接头并置于两滚轮电极之间。北京不锈钢环缝焊机配件
缝焊温度分布比点焊平缓,焊接方向的金属因预热作用温度比点焊时高,而已焊部分金属因分流电流的缓冷作用温度比前沿更高,形成前低后高的不对称温度分布形态当提高焊速时,该温度分布曲线将向前沿降低、后沿升高的方向变化,这时易出现焊件表面的过热、过烧现象。焊接速度对温度场形态有重大影响。缝焊时,每一焊点同样要经过预压、通电加热和冷却结晶三个阶段。但由于缝焊时滚轮电极与焊件间相对位置的迅速变化,使此三阶段不像点焊时区分的那样明显。广西纵缝缝焊机厂家上海崴而淀电器有限责任公司为您提供缝焊机,期待为您服务!

环缝焊机的用途碳钢、不锈钢圆形工件对接焊接都需要环缝自动焊接机的组合,缝焊机厂家,缝合方式主要包括单缝和双缝两种形式。环缝焊机与立式环缝焊机相比的话,环缝焊机对焊件的大小没有大量的要求。特别是长达一到四米的长管都可进行精密的焊接。环缝焊机也可应用在液化气罐液压油缸、传动轴、消防器材、化工及医s疗容器的焊接。四、环缝焊机的热源环式缝焊机的热源主要包括药芯丝电弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊、药芯丝电弧焊和电阻焊等的热源。通过我上述的讲述,相信大家对环式缝焊机的了解已逐渐的熟悉,希望大家在机械化迅速发展的,可以充分的掌握各类机械知识,以加快我国现代机械化技术的发展,成为一位现代化的机械化精英。缝焊机特点1.缝焊机转动导电部分采用内嵌式银瓦结构,导电座内全密封性油浸式导电和润滑,采用内部强制冷却,增强了导电轴的冷却效果。提高导电率的同时有效的防止轴瓦的“咬死”现象,转动灵活。2.缝焊机回路均采用内部冷却,焊轮部分采用外冷却方式。3.缝焊机采用三相电机变频调速驱动,焊接速度均匀,调节方便,稳定。缝焊机厂家的电阻检修方法分享在使用焊机设备的时候,发生故障事在所难免的。
焊接速度是影响缝焊过程的较重要参数之一。缝焊时随着焊接速度的增大,接头强度降低,当所用焊接电流较小时,下降的趋势更严重。同时,为使焊接区获得足够热量而试图提高焊接电流时,将很快出现煤件表面过烧和电极粘损现象,即使增大水冷也很难改善。因此,在缝焊时试图用加大焊接电流来提高焊速进而获得高生产率是困难的。研究表明,随着板厚的增加,缝焊速度必须减慢。滚轮电极端面是缝焊时与焊件表面相接触的部分滚轮电极端面尺寸的变化对接头质量的影响为点焊时电极端面尺寸的影响相似,由于缝焊的加热特点使这种影响比点焊时更为严重。因此,对端面尺寸变化的限制比点焊时更为严格。上海崴而淀电器有限责任公司于提供缝焊机,有需求可以来电咨询!

纵缝焊机是一种质量、高效、无变形完成壁厚0.5mm-6mm薄壁筒体、锥形筒、平板或一端开口的方形盒体对接纵缝焊接的通用自动焊接设备。不锈钢材料具有良好的耐腐蚀性能和抗氧化性能,因此被普遍地应用于食品加工、制药和化工容器制造中。在生产制造过程中,存在着大量的平板拼接和筒体的纵缝焊接。不锈钢材料具有良好的耐腐蚀性能和抗氧化性能,因此被普遍地应用于食品加工、制药和化工容器制造中。在生产制造过程中,存在着大量的平板拼接和筒体的纵缝焊接。传统的工艺一般采用焊条电弧焊、氢弧焊和MIG焊等工艺。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的质量焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊(CO/MIG/MAG)、等离2子焊、埋弧焊等焊接电源组成一套纵缝自动焊接系统。该设备可普遍地应用于薄壁压力容器、汽车配件、家用电器、医疗机械、建筑装饰、食品机械等制造行业一切需要纵缝焊接的场合。缝焊机,就选上海崴而淀电器有限责任公司,用户的信赖之选,欢迎您的来电!宁夏不锈钢环缝焊机设备
上海崴而淀电器有限责任公司是一家专业提供缝焊机的公司,欢迎您的来电哦!北京不锈钢环缝焊机配件
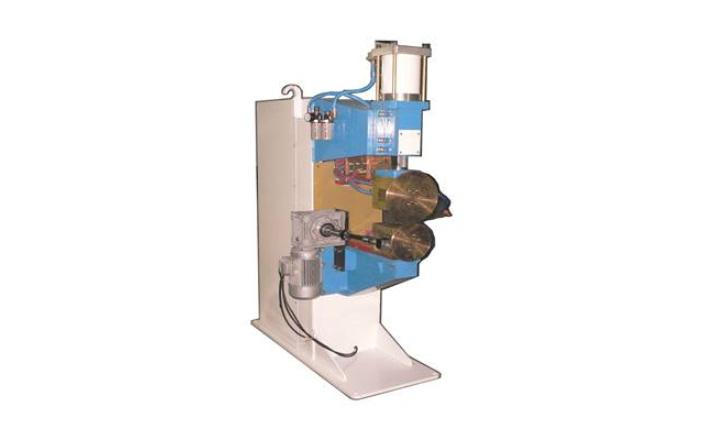
缝焊机一般由机身、加压机构、传动机构、阻焊变压器、功率调节机构、焊接回路,见除了电极和传动机构以外,其他部分与点焊机基本相似。全能缝焊机缝焊机传动机构的主要功能是获得需要的焊接速度,其中某些零部件(如缝焊机机头)还担负传递焊接压力和焊接电流的任务。传动机构有上电极主动、下电极主动和上、下电极皆主动三种类型。横向缝焊机通常是下电极主动,纵向缝焊机和全能缝焊一般为上电极主动,焊接镀层钢板的缝焊机常采用上下电极皆主动的传动机构。[1]缝焊机原理与方法编辑播报缝焊机工作原理缝焊接头形成过程(断续)缝焊时,每一焊点同样要经过预压、通电加热和冷却结晶三个阶段。但由于缝焊时滚轮电极与焊件间相对位置的迅速变化,使此三阶段不像点焊时区分的那样明显。可以认为:1)在滚轮电极直接压紧下,正被通电加热的金属,系处于“通电加热阶段”。2)即将进入滚轮电极下面的邻近金属,受到一定的预热和滚轮电极部分压力作用,系处在“预压阶段”。3)刚从滚轮电极下面出来的邻近金属,一方面开始冷却,同时尚受到滚轮电极部分压力作用。系处在“冷却结晶阶段”。因此,正处于滚轮电极下的焊接区和邻近它的两边金属材料,在同一时刻将分别处于不同阶段。北京不锈钢环缝焊机配件
上海崴而淀电器有限责任公司是我国点焊机,凸焊机,碰焊机,排焊机专业化较早的有限责任公司之一,上海崴而淀是我国机械及行业设备技术的研究和标准制定的重要参与者和贡献者。上海崴而淀致力于构建机械及行业设备自主创新的竞争力,多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。
- 北京不锈钢环缝焊机保养 2024-11-29
- 新疆排气管缝焊机维修 2024-11-28
- 海南缝焊机保养 2024-11-28
- 重庆薄板缝焊机哪家便宜 2024-11-28
- 北京小型缝焊机生产厂家 2024-11-28
- 湖南全自动缝焊机哪家便宜 2024-11-28
- 山东直缝缝焊机生产厂家 2024-11-28
- 福建不锈钢环缝焊机生产厂家 2024-11-28
- 吉林直缝缝焊机供应商 2024-11-28
- 辽宁全自动缝焊机价格 2024-11-28
- 云南薄板缝焊机价格 2024-11-28
- 西藏小型缝焊机 2024-11-28


