- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,鼠标自动控制,程序控制
- 测量行程
- 315*315*160
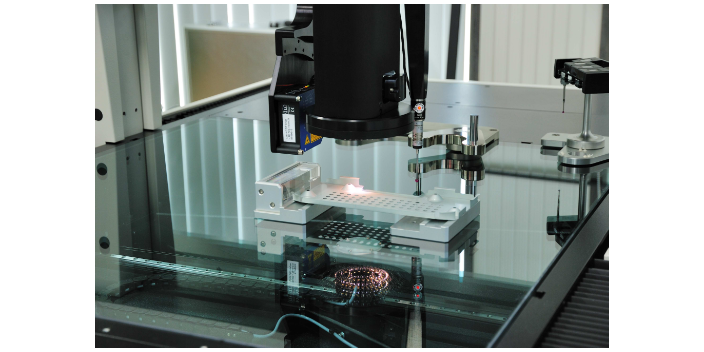
影像仪的测量平面度有哪些方法?1.大部分都是用塞尺测量。塞尺用于填充整个工件边缘,以获得测量数据。这种方法弊端很大,因为塞尺塞不进工件中间,导致中间部分的数据测不出来。而且塞尺容易刮伤工件,尤其是玻璃工件,更容易刮伤。2.影像仪测量,影像仪通过自动光学聚焦扫描测量。图像测量仪虽然能达到要求的测量结果,但效率较慢。汽车刹车片、气缸盖、玻璃盖板、刹车片钢化膜、手机等。在工厂里大规模生产,而且都是全检,所以要求测量速度高。3.接触探针测量。接触探针测量是通过用探针直接接触工件来进行的。探头测量法的精度比成像仪测量更精确,但探头的测量效率相对较慢。而且用探头测量一些软性材料或者容易划伤的工件,容易导致工件变形。探头的测量精度很高,但是测量效率不是特别快。影像仪自动化的效率更高,节省人力成本。常州影像仪售后
自动影像仪功效:多种谈话界面切换;具备辨别测量步调、编纂训令等功效;丈量数据可输出到Excel或Word中,举行统计领会;丈量数据不妨与图纸典型值比拟,积极判决能否超差;反复训令,可批量丈量同一种零件,使所有丈量过程越发简单赶快,普及完全的丈量功效;具备X、Y、Z目标高精度丈量本领,并且保护特出的反复性,反复精度普遍为摆设丈量精度的1/3~1/10,以至更高;具备定位功效并可在零件上竖立坐标系,并实行坐标平移和坐标摆正,保护丈量过程不会因为产物摆放题目而犯错;构造特性及几何形位公役功效,重心点构造、交点构造,线构造、圆构造、视点构造,平面构造、平行度、笔直度、视点度等。常州影像仪售后影像仪只适用于测量精度不高的平面。
影像仪技术及其发展趋势。1.测量精度进一步提升。随着工业水平的不断进步,对微型零件的精度要求也将进一步提高,因而也对影像仪技术的测量精度提出了更高的要求。同时,随着图像传感器件的快速发展,高分辨率器件也为系统精度的提升创造了条件。另外,亚像素技术和超分辨率技术的进一步研究也将为系统精度的提升提供技术保证。2.提高测量效率。微型零件在工业中的应用正在成几何量级的增长,繁重的测量任务以及100%在线测量的生产模式都需要高效率的测量手段。随着计算机等硬件能力的提升以及图像处理算法的不断优化,都将提高影像仪系统的效率。3.实现微型零件由点测量模式向整体测量模式过渡。现有的影像仪技术受测量精度的制约,基本都是对微型零件中关键特征区域进行成像,从而实现关键特征点的测量,而难以对整个轮廓或整体特征点进行测量。
影像仪的安装步骤。一、新开机在运至安装地点要避免一路颠簸.装卸车辆时,注意轻上轻下.为新机选择一个相对水平平整一点的场所.安装影像仪之前先取出说明书,并认真仔细的阅读。二、安装地面底脚.地面底脚是由金属支架和橡胶垫制造的.并且高度可做任意调整.因此安装好地面的底脚是一个重要的环节.安装完后,可以用水平仪器检测是否合格。三.安装三个坐轴固定架。四.把电源连接到显示器上(注意电源的规格)。五.可以拿工件做一个试测。六.光源不要频繁的开关。七.仪器的电脑好不要连接网络。影像仪使用塞尺前,必须清理塞尺和工件上的污垢和灰尘。
全自动影像仪如何更快速精确的测量?1、在编程之前要做好定位准备工作:为保证量测程序的成批使用,在无基准的情况下,需要先进行定位,找出稳定的特征,分别找出原点、轴向和零值高点。记载和保证一致性是实现批量测量的关键。2、零件图与测量要求牢记:将测量要求与基准位置相结合,放置零件并尽可能在一次测量位置中测量多个尺寸,以提高检测效率。当具有良好的边界条件和平面度时,剩余特征的测量位置和重复性也得到了很好的保证,从而可以作为基准。3、确保全自动影像仪在有效的校准期间。定期查看出厂时影像测量设备所标有的测量不确定度,这表示实际测量产品时可能出现的误差范围,设备在使用一段时间后,需要进行专业校准。影像仪能够完成人眼所不能完成的其他功能。常州影像仪售后
影像仪依据计算机的屏幕对测量的技术进行操控。常州影像仪售后
光学影像仪测量有误差?制造误差。如导向机构产生的误差、安装误差等,属于影像仪的制造误差。导向机构产生的误差对影像仪来说主要是机构误差中的直线运动定位误差。影像仪是正交坐标系测量仪器。正交坐标系测量仪有3根相互垂直的轴线即X、Y、Z三轴,有3个运动部件沿这三根轴线运动,使CCD相对于被测工件作三维直线运动。选用高质量的运动导向机构可以减少此类误差的影响。安装误差则主要在于摄像机与工作台面之间的相对关系。当测量平台与CCD摄像机的镜头呈现出一定的角度H时,根据几何学的知识可以得到误差计算式如下:D=L(1-cosH)。如果影像仪的测量平台水平性能以及CCD摄像机的安装十分出色,它们之间的夹角都在范围以内,此误差非常小。常州影像仪售后
- 福州非接触式影像仪检修 2024-11-26
- 厦门MICROVU影像仪维修 2024-11-24
- 福州三次元影像仪优势 2024-11-23
- 佛山非接触式影像仪代理 2024-11-23
- 北京原装进口影像仪维修 2024-11-23
- 原装进口影像仪说明书 2024-11-23
- 茂名二次元影像仪价格 2024-11-23
- 广州MICROVU影像仪厂家 2024-11-23
- 汕尾MICROVU影像仪代理 2024-11-23
- 云浮影像仪售卖 2024-11-18
- 福州非接触式影像仪特点 2024-11-18
- 黑龙江进口影像仪培训 2024-11-17