- 品牌
- 上海爱佳工厂规划&物流咨询
- 服务项目
- 智能工厂规划&物流设计咨询
- 服务地区
- 全国
- 适用对象
- 各类制造业企业和物流相关企业
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
- 参数模板
- 1
工厂物流规划咨询分享:工厂入厂物流模式。入场物流模式有MILK-RUN、供应商JIT直送、供应商JIS直送、供应商自送货等几种方式,其中,MILK-RUN是指制造企业委托三方物流企业在按照企业发布的窗口时间集货计划以及既定的集货路线依次到各供应商处取货然后将货物统一运送到指定存储地点的入厂物流模式。这种模式在中短距离的物流配送中较为普遍。供应商JIT直送是指供应商根据制造工厂发出的看板时间提前备零部件好材料,并将其送至指定地点的入厂物流模式,这种入场物流模式需要供应商有着较强的相应能力。供应商JIS直送是指供应商根据制造工厂发出的零部件使用顺序信息在规定时间内将零部件排序好后自行送至指定地点的模式,采取这一入场物流方式,需要供应商积极响应工厂的需求,距离不宜超过两千米。供应商自送适用于地理分布不集中且离制造工厂较远的供应商。了解更多,请搜索“上海爱佳工厂物流规划咨询”。爱佳顾问团队,秉承“工匠精神”,致力于客户的高度满意。了解更多请搜索“上海爱佳规划咨询”。智能工厂物流设计咨询服务
工厂物流规划咨询分享:工厂物料物流精益化技术方法。物料供应精益化常用技术方法主要包括:1.流程分析法。通过分析生产线的物料供应流程,找出物料配送过程中重复、多余、浪费的作业,分析原因,给出布局优化、装卸搬运的合理化、流程重构、设备改进等建议,提高配送效率,实现精益化管理目标。2.看板拉动式。方法在制造企业生产过程中,以整个生产过程的终点作为拉动的起点,每一个物料节点的物料需求通过看板传递给上一个物料节点,上游工位会根据看板信息在规定的时间内将所需的物料生产加工出来,以传递给下游工位。整个生产过程所需的物料通过看板拉动配送和供应,尽可能减少库存,避免物料积压和生产过剩,符合精益化的物料供应思想。3.物料供应平衡法。由于生产线旁的物料缓存区空间有限,物料上线供应的时间间隔和批量尤为重要,都应与生产线节拍配合。生产线上下游的各个工位的物料消耗规律随着生产节拍的变化而变化,保持物料供应量与节拍下消耗的物料量相平衡,有助于维系稳定的人员设备利用率,提升生产线产出效率。了解更多,请搜索“上海爱佳工厂物流规划咨询”。工厂布局规划咨询推荐爱佳以客观、专注和精湛的专业能力保证客户实现工厂布局和物流系统的高价值。
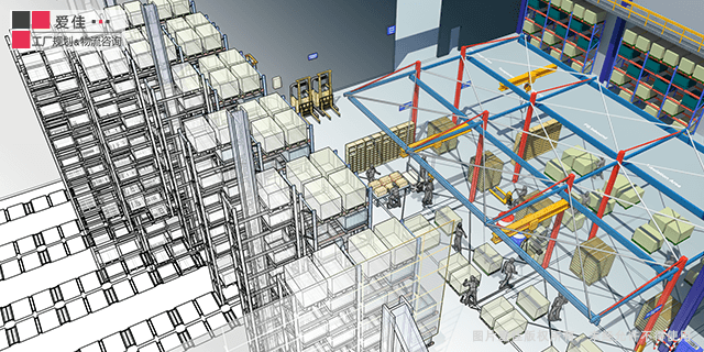
工厂物流规划咨询分享:精益物流规划流程。精益物流规划大体分为确定前提和目标、现状分析、功能定义和流程设计、总体价值流设计、流程价值流设计、布局规划、多方案制定、评价和确定方案、详细计划等步骤。确定前提和目标中考虑了对规划效果的衡量指标,以便在方案选择和效果评价中作为参考;在进行规划前,以企业远景等重要信息作为基础,远景通常包括目标、路线图、价值流设计和布局图,以确保物流规划与企业远景相一致;对于现已存在的系统,先进行现状分析,主要包括价值流分析、对物流线路和频次的Spaghetti diagram分析,针对物流量的Sankey diagram分析;确定所需满足的功能,并对主要的流程进行设计;进行总体价值流设计,在设计前,准备PFEP,用以确定物流量和库存水平;基于初步的存储设施和运输物流的概念来进行流程的价值流设计;计算各区域所需的面积;以流动为导向的布局;针对路线、布局、设备等主要差异点设计形成多个粗略方案;进行评价确定****方案;进行详细规划。在方案制定以及方案评价中,我们会建立模型,这方面容易建立与实际严重不符的模型。模型必须要忠实地反映物流的实际情况,否则就会得到一些虽然有根据但其实不合理的数据,影响方案的制定。
智能工厂规划咨询分享,AGV的导航方式。应用的导向方式有:电磁感应式导向、光感应式导向、惯性器件导向、激光导向、视觉识别导向和磁条导向。1.电磁感应式导向。这种导引方式原理比较简单,但需要在导向路径上布设线缆具有较高对施工成本、硬件成本和维护成本,此外导向线缆一旦布设好后很难进行二次更改,所以不适用于复杂路径。2.光感应式导向。光感应式导向需要将反光带布设在AGV小车行驶路径上,所以对路径的平整度要求较高,同时为了保证反光带良好反光性,反光带必须表面光滑干净。3.惯性器件导向。这种导向方式不需要对AGV小车的行驶路径进行改造,具有快速布置,柔性高,易更改,适用于复杂路径。4.激光导向。激光导向方式具有较高对导向精度和导定位精度,但对放射板安装有较高对要求,控制算法比较复杂,实施成本较高。5.视觉识别导向。视觉导向方式应用比较灵活,精度较高,能够适应复杂路径,路径更改更为便捷。5.磁条导向。磁条导向具磁条布设方便快捷,成本较低,更改路径快等优点;同时磁条铺设在地面上,所以容易被损坏,此外,磁条导向容易受到周围金属物质和电磁的干扰,对使用环境有较高的要求。了解更多,请搜索“上海爱佳工厂规划咨询”。上海爱佳工厂规划咨询实践:全局财务视角、系统化、精益化、工程化、可迭代。
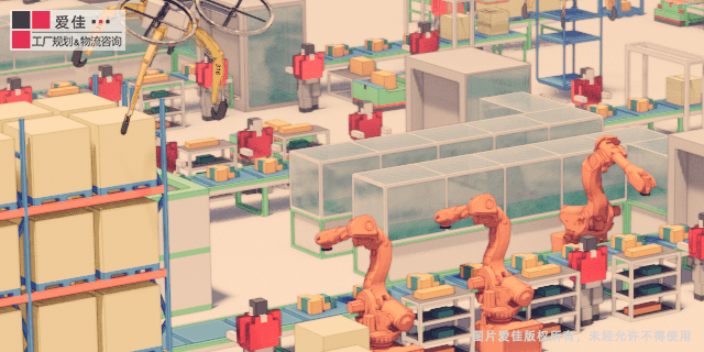
智能工厂规划咨询分享:自动化规划。在智能化工厂规划中,三大主要规划内容分别是生产自动化规划、物流自动化规划和现场总线规划。生产自动化规划主要体现在自动化生产线的设计,通过自动化输送机其他辅助装置,按照生产流程将各种自动化专机连成一体,通过气压、液压、电机、传感器、摄像头和控制系统使各部分的动作联动起来,使整个系统按照既定的程序自动工作,连续、稳定的生产出合格的产品。物流自动化规划是指在不同工序间的物料搬运模式,配送模式、存储模式、上下料实现方式和物流调度策略等。通过布局规划,识别不同工序间的物流需求,评估经济、安全、先进性、迭代等因素,选取适合的物流技术方案,将各工序和功能区进行串联。现场总线规划要保证系统运行的可靠性、实时性、多任务和多回路分布特性。需要考虑网络节点数量、节点的位置分布、总线速率和传输能力。现场总线是连接信息层和设备层的关键技术,是智能生产、智能物流、智能服务等业务得以实现的关键所在,也是互联网技术和制造技术相互融合的关键所在。了解更多,请搜索“上海爱佳智能工厂规划咨询”。客户满意,是爱佳项目实施的检验标准;精心规划、专业服务、直言顾问是爱佳的服务精神。车间工厂规划咨询优势
爱佳的孪生规划,将“仿真”不再停留在3D动画,而是通过真实逻辑、数据和空间,提供有效直观和科学的支撑。智能工厂物流设计咨询服务
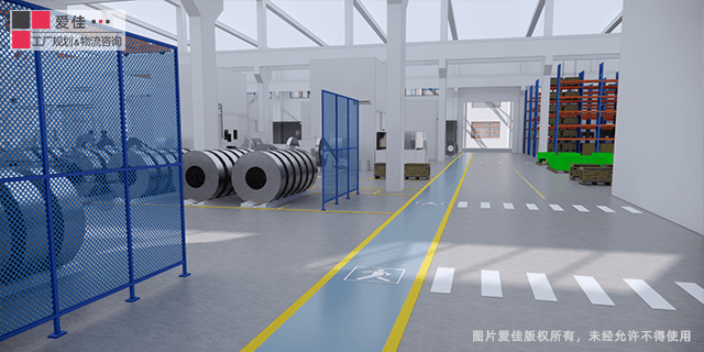
工厂物流规划咨询分享:物流系统规划设计原则。1.一条流原则——不允许停、倒、超流;2.规范化装载原则——几个同类物品装在一个器具内,例如5个或10个为一个装载单位,以便于装卸、运输;3.单纯化原则——不要搞得繁琐(包括工位器具、运输机械、手段要简单可靠、易修);4.实现迅速原则——输送要快;5.工位器具对边角余料要便于回收,冲压车间的边角余料、机加工的铁屑等的回收同样在物流系统中像零件一样加以考虑;6.便于管理原则——一旦发生问题,管理者能一目了然,很容易地找出问题所在,并且遵循先进先出原则。物流规划设计应考虑的因素。1.考虑工厂的中长期发展和迭代,保持物流设计的合理性,物流规划不能只转眼目前,要有适应扩展的条件,扩建后物流仍然是合理的。2.加快物流的速度,不停、不堵、不超前、快进快出。3.比曼送货车、人厂内运输车、成品车交叉,要各行其道,消除交叉是比较困难的,但应从设计上尽量避免。4.物流规划要注意作业安全。5.外协件仓库到装配线的距离应当短。6.在仓库设计时,要明确设计的前提条件。了解更多,请搜索“上海爱佳工厂布局与物流规划咨询”。智能工厂物流设计咨询服务
上海爱佳工厂规划&物流咨询是中国率先的、中立的、专注于工厂与配送中心设计规划咨询的专业团队。爱佳致力于中国专业化的智能工厂规划与物流咨询事业,提供智能工厂布局与物流规划、物流配送中心设计规划、供应链与物流网络规划三项专业服务。爱佳顾问团队由多名从事工厂规划物流领域30余年、实战咨询经验10余年的**组成。经过20多年的项目实践,爱佳团队在智能工厂规划、工厂物流系统规划、物流设施设备、流程管理、自动化设计、信息化等方面积累了丰富的实战经验。近20年中,为众多大型企业长期提供规划和物流咨询服务,承接了大量新工厂规划与复杂生产物流设计项目。典型案例:美的集团/上汽集团/格兰仕/飞鹤乳业/海尔集团/国家电网/太平鸟等/中国常柴/德力西/传化物流/上海医药等。为确保向客户提供专业可信的服务,爱佳不参加任何联盟,不与任何硬件与软件公司缔结合作关系,不从事任何影响到客观公正性的商业活动。爱佳团队依靠行业经验和智力,以纯粹的规划设计来开展所有项目工作。
- 贵州数字工厂物流规划咨询要点 2023-11-01
- 新工厂物流设计咨询是什么 2023-11-01
- 国内工厂规划咨询排名 2023-11-01
- 四川国内工厂物流规划咨询流程 2023-11-01
- 制造工厂布局规划咨询排名 2023-11-01
- 云南工厂物流规划咨询顾问 2023-11-01
- 宁夏老工厂物流规划咨询案例 2023-11-01
- 精益工厂物流规划咨询比较 2023-10-24
- 工厂物流规划咨询顾问 2023-10-17
- 数字工厂设计咨询是什么 2023-10-17
- 陕西工厂物流规划咨询项目 2023-10-16
- 青海智慧工厂物流规划咨询流程 2023-10-16