- 品牌
- 崴而淀
- 型号
- 齐全
- 类型
- 自动焊接设备
物料杆在上料架20和下料架30之间做往复直线运动。移动装置40包括物料移动电机410、移动架420和物料杆430,物料移动电机410驱动物料杆430在移动架420上滑动。感应器采用激光定位器,激光定位器朝下方照射,准确定位下方分隔板之间的竖向插孔的位置。例如,移动架420上设置有传输带421,物料杆430的一端固定在传输带421上,物料移动电机410的驱动轴与传输带的滚轮传动连接。其中,物料移动电机410、激光定位器和电磁铁通过plc(工控电脑)控制系统控制,物料移动电机410、激光定位器和电磁铁的具体结构为现有技术,在此不再赘述。如图3和图4所示,载料装置60包括框架610、若干分隔板620和竖向卸料驱动器630,两两分隔板620之间形成若干直线间隔分布的竖向插孔621,若干分隔板620设置于框架610内,竖向卸料驱动器630包括竖向卸料气缸向插孔621相适配的卸料支架(图未示),竖向卸料气缸的驱动轴与卸料支架驱动连接,竖向卸料气缸驱动卸料支架在竖向插孔621内做直线往复运动,以使led支架80顶出。竖向卸料气缸固定在框架610上。两两分隔板620之间设置有弹性垫板640,两分隔板620以及弹性垫板640之间形成竖向插孔621。led支架为拦栅结构,因此有直线分布的插角。排焊机整机关键部分采用进口器件,如:电磁气阀、气缸、可控硅均采用进口或国产名厂部件。天津鸡笼排焊机设备

本实用新型涉及led加工设备技术领域,特别是涉及一种焊线夹具。背景技术:lampled(直插式封装)金线焊接已有30多年的发展。从较早的早手动焊接到现在自动焊接,自动焊接时通过轨道移送led支架到焊接点的移送方式没有改变。目前主流为单轨道移送led支架,部分使用双轨道移送led支架。无论是单轨道移送还是双轨道移送led支架,均是一条一条led支架移送,生产效率都比较低。技术实现要素:基于此,有必要针对目前单轨道移送或双轨道移送led支架,生产效率都比较低的问题,提供一种焊线夹具。能做多条led支架同时移送到焊接点进行焊接,并实现自动上、下料。一种焊线夹具,包括工作台、上料架、下料架、移动装置、轨道和载料装置,所述上料架、所述下料架和所述轨道分别固定设置于所述工作台上,所述载料装置滑动设置于所述轨道上,所述移动装置设置有物料杆,所述物料杆上设置有感应器和电磁铁,所述物料杆在所述上料架和所述下料架之间做往复直线运动,所述载料装置包括框架、若干分隔板和竖向卸料驱动器,两两所述分隔板之间形成若干直线间隔分布的竖向插孔,所述若干分隔板设置于所述框架内,所述竖向卸料驱动器包括竖向卸料气缸和与所述竖向插孔相适配的卸料支架。四川XY轴自动排焊机配件排焊机适用金属网片、网罩的焊接。

走行与焊接交替进行。走行时不允许焊接,焊接时不允许走行。在标准网片焊制时,为了不产生误动作,每段程序执行完,就会失效,直到下一个网片的焊制。任何工作方式下只要已开始自动焊制,则操作台上除在出现严重故障时紧急停车按钮外,其余均不可控,保证了不出现误动作,保证了系统的可靠性。输出点在一个网片焊制过程中要多次定时输出,因此多个内部继电器并联控制一个输出。PLC输出通过继电器做电平变换控制单片机。每段前进程序在单片机中,每步进的精度很高。网片焊机操作台注意事项:1、焊机外壳必须可靠接地,焊机不得受潮;2、根据焊件厚度调整次级电压,打开电源开关后指示灯应亮;3、踏下脚踏板,接触器吸合,控制焊接时间,即能完成焊接的过程,可完成点焊和多点同焊;4、严禁用手触摸触头,以防触电和;5、每单作业结束后,应及时修复光电机头;6、每单作业结束后,应检查机头7、弹簧、杠杆组及踏脚有无损坏和松动,并及时恢复和修复;8、每单作业结束后,检查电气控制元件,是否有效,如有损坏应及时更换和修复;9、机械传动部件损坏当日修复。电控部分与生产厂家联系尽快修复10、通电使用时,不允许打开控制箱机壳,更不允许用手随便触摸箱内各部分。
就是选对焊网设备配置,钢筋网片焊网机触摸屏全自动操作系统,钢筋网片焊网机电动机动力煤矿支护网焊网机采用同步控制技术,分控焊接与焊接时南宁隧道钢筋网片排焊机厂家定制型号间均由PLC数字编程系统控制,输入面板为触摸屏或按键两种,操作更加智能化、合理化,并且具有一次压紧,分次焊接的特点,钢筋网片焊网机焊接动力为电动,采用步进电机料斗,制动电机驱动小车送经,步进电机驱动小车拉网。经丝与纬丝均由校直机校直切断。小型钢筋网焊网机的定制适合养殖网片,比如鸡笼、鸽笼这些宽度小于,焊接速度可达到60排每分钟。气动钢筋网钢筋焊网机钢筋焊网机产品描述:该设备为煤矿支护网焊接生产线,适用于煤矿支护领域,该机型适合于煤矿支护网的高速生产,该设备焊接速度快、网格尺寸准确、焊点牢固,代替人工绑扎、人工焊接与此相比更加节能、环保。用于焊接钢笆片的焊网机,可以同时双片,有气动剪板机自动裁剪,这样产量比单片机工效高。网格尺寸在两个方向上的钢筋牌号、直径相同,负载钢筋(横向钢筋)间距为50mm、60mm,连接钢筋(纵向钢筋)不少于4根,间距不大于400。钢笆网片的规格对应宽度900mm、1200mm、1400mm。设备采用电力电子同步控制技术。排焊机控制器设有:预压、预热缓升、焊接、保压,休止时间程序控制、电流、单点焊和连续焊选择开关。

钢筋网片生产机器性能介绍:在工程使用的钢筋网片的丝经在600--1200丝,网孔为10厘米、15厘米、20厘米,网宽2米、网长3--12米,煤矿支护网片焊机是纵向钢筋和横向钢筋全部交叉焊接的网片,适用于桥梁、高速公路混凝土浇筑工程施工,单纯的脚踏网片丝经在350--600丝完全可以承受几个人的重量,简单来说钢筋脚踏网片是钢筋网片的一种细丝的规格,所有产品的广义基本一致。方案规范作为领导建筑,一定反映时代社会形态经济的特点标志和需求。现在的焊接网片生产已经不是单纯的手工电焊,都是使用的一体集成化的焊接设备。护栏网片排焊机厂家通过plc编程式、微软智能化的控制技术,一改以往的人工送丝模式,焊接速度提高30%,可靠性高,将大幅提高钢筋焊网加工精度和生产效率,适合进行大规模铁路支护网及建筑隧道工程用网的焊接,适用隧道钢筋支护网片,护栏网片,煤矿支护网片,铁路隔离栅等等,网格调节运用智能化plc微调,储存10种以上的网孔样式。生产的建筑网排焊机卷网片丝径范围可以达到6mm,细丝也是可以生产的如2mm等等。护栏网片排焊机较大提高钢筋网企上海护栏网片排焊机生产工艺流程业生产效率,解决了企业工期紧张、用工难、用工贵、工人技术要求高等难题。/>。排焊机可焊材料:碳钢、低合金钢、不锈钢、镀层钢、铝、铜、铜合金等。河南钢筋网排焊网机配件
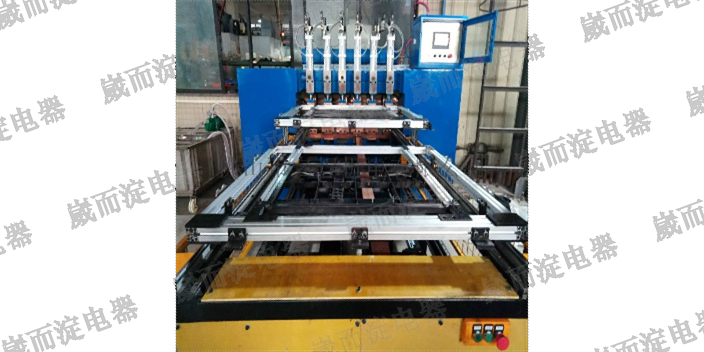
排焊机的上横梁装置3个或4个焊接气缸。天津鸡笼排焊机设备
同时,很多公司都不是以出产单一商品为主。对包装机械的需要也不局限于一个品种。不难预测,未来包装机械行业的生产型主流发展方向,应该是节能可回收、高新技术智能化。随着产业转型升级的持续推进,未来点焊机,凸焊机,碰焊机,排焊机渗透率有望持续提升,新四化(电动化、网联化、智能化、共享化)将是未来机械行业发展的重点,而智能化的普及更是重中之重。绿色低碳是未来点焊机,凸焊机,碰焊机,排焊机的基本要求。因此,推动机械工业行业由环境污染型向绿色低碳型转变是我国机械工业高质量发展的必然要求。中国点焊机,凸焊机,碰焊机,排焊机产业虽然遭遇了持续性的低迷,但是从总的发展趋势来看,伴随我国各种利好政策的出台及各地基础设施建设项目的不断上马推进,我国的点焊机,凸焊机,碰焊机,排焊机发展前景是良好的、有保证的。天津鸡笼排焊机设备
上海崴而淀电器有限责任公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。公司拥有专业的技术团队,具有点焊机,凸焊机,碰焊机,排焊机等多项业务。上海崴而淀顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的点焊机,凸焊机,碰焊机,排焊机。
- 福建鸡笼排焊机厂家 2024-12-02
- 云南龙门式全自动排焊机设备 2024-12-02
- 广东重型钢筋网排焊网机配件 2024-12-02
- 湖北护栏网片排焊网机售后 2024-12-02
- 小型排焊网机价格 2024-12-02
- 贵州龙门式全自动排焊机设备厂家 2024-12-02
- 内蒙古自动排焊网机价格 2024-12-02
- 安徽丝网排焊网机 2024-12-02
- 西藏钢筋网排焊网机厂家 2024-12-02
- 安徽XY轴网片排焊网机设备价格 2024-12-02
- 辽宁护栏网片排焊机设备生产 2024-12-02
- 贵州丝网排焊机配件 2024-12-02