- 品牌
- 崴而淀
- 型号
- 齐全
- 类型
- 自动焊接设备
本实用新型涉及led加工设备技术领域,特别是涉及一种焊线夹具。背景技术:lampled(直插式封装)金线焊接已有30多年的发展。从较早的早手动焊接到现在自动焊接,自动焊接时通过轨道移送led支架到焊接点的移送方式没有改变。目前主流为单轨道移送led支架,部分使用双轨道移送led支架。无论是单轨道移送还是双轨道移送led支架,均是一条一条led支架移送,生产效率都比较低。技术实现要素:基于此,有必要针对目前单轨道移送或双轨道移送led支架,生产效率都比较低的问题,提供一种焊线夹具。能做多条led支架同时移送到焊接点进行焊接,并实现自动上、下料。一种焊线夹具,包括工作台、上料架、下料架、移动装置、轨道和载料装置,所述上料架、所述下料架和所述轨道分别固定设置于所述工作台上,所述载料装置滑动设置于所述轨道上,所述移动装置设置有物料杆,所述物料杆上设置有感应器和电磁铁,所述物料杆在所述上料架和所述下料架之间做往复直线运动,所述载料装置包括框架、若干分隔板和竖向卸料驱动器,两两所述分隔板之间形成若干直线间隔分布的竖向插孔,所述若干分隔板设置于所述框架内,所述竖向卸料驱动器包括竖向卸料气缸和与所述竖向插孔相适配的卸料支架。排焊机一次可均匀的完成多个焊点的焊接。江西龙门式全自动排焊网机设备
排焊可利用控制器及机械化辅助装置使焊件在更为方便的位置施焊,或实现机上海护栏网片排焊机生产工艺流程械化或自动化焊接,2.显示混乱①程序跑飞,关闭电源约30秒再供电;②电源电压不稳定或供电线路接触不良3.不焊接①焊接传感器损坏;②控制焊接的钮子开关损坏;③焊网控制柜联接至焊网机的控制线断路;④焊接传感器位置不正确;⑤焊接控制器损坏;⑥控制器属性选择不正确或控数选择不正确4.焊接不牢固①焊接时间太短;②焊接电流太小;③焊网传感器位置不正确;④焊网机焊接压力太小;⑤铁丝表面脏;⑥焊接导电回路接触不良;⑦供电功率不足5.闪烁灯亮。护栏网片排焊机可缩短钢筋网片改性还贷的周期,减少相应的设备投资,实现小批量产品的焊接自动化。钢筋网排焊机大家或许知道的它的主要使用功能就是焊接钢筋网片,随着焊网技术的提升,工厂对于钢筋网片的加工质量和产量都有了新的追求,这次由上海崴而淀给大家的介绍一下钢筋网排焊机,了解其建筑网片排焊机性能配置才可以帮助您正确的选购这种焊网设备。排焊机又叫做焊网机,是一种先进的焊接钢筋网片的机器,它能够代替人工实现高自动化,较大的了钢筋网片的生产效率和产能。湖北龙门式全自动排焊机售后排焊机电网高次谐波量应该在国家标准范围之内。

因而必须有足够大的电流才能获得应有的热量,常用的焊接电流为2000~40000A。因焊件和焊接回路电阻均在微欧南宁隧道钢筋网片排焊机厂家定制型号数量级范围内,故变压器二次电压不高。固定式焊机通常在10V以内,悬挂式焊机因焊接回路长、范围宽,二次电压达24V左右。由于电阻焊接要求焊接电流大、电压低,电阻焊用变压器二次绕组只采用一匝(悬挂式或长臂焊机采用两匝),故气动钢筋网焊网机焊接回路导体尺寸比较大,并要求强制冷却。2、气动钢筋网焊网机功率大、可调节因焊接电流大,故电阻焊变压器容量皆大于50kVA。由于变压器绕组只一匝或两匝,因此只能改变一次绕组匝数,以改变焊接功率。3、气动钢筋网焊网机工作不连续、无空载运行一般情况下,电阻焊变压器的开关置于一次绕组和电源线之间,将一次绕组接入网络前,焊件已被压紧在焊件之中,焊接回路已闭合,电源一旦接通,变压器便在负载状态下运行,故一般无空载状态(闪光对焊例外)。焊接时,焊件装卸、夹紧、焊接位置移动和焊接循环中的预压、锻压、休止等程序,一般都不需要接通电源。因此,气动钢筋网焊网机电阻焊变压器通电工作时间都是断续的我们了解提升隧道钢筋网片排焊机焊网效率关键的方法。
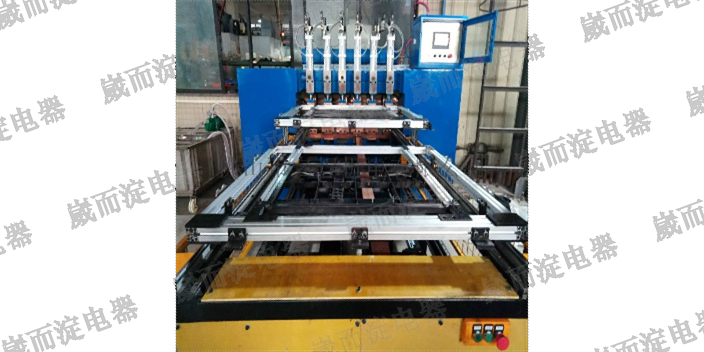
输出电源强劲、稳定、可靠性强;6.操作由脚踏开关控制,具有较高的生产率,劳动强度低;7.适用金属网片、网罩的焊接。产品结构1.焊机为龙门式结构,焊机的有效工作空间为900mm,适合焊接比较大网宽为700mm。2.根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。与上气缸对应在下横梁装置3个或4个下升降气缸。焊接气缸横向位置可调。3.各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。4.次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。5.焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。6.变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却,确保焊机能够长时间稳定工作。7.焊接气缸、焊接气阀选用质量快速器件,确保焊机能够连续稳定工作。性能1.整机关键部分采用进口器件,如:电磁气阀、气缸、可控硅均采用进口或国产名厂部件,控制箱为单片机微电脑集成化设计制造。2.机器为箱型结构,刚性好,气动加压,压力可调,传动部分灵活可靠。3.主电路采用SCR控制,电流连续可调,并且具有网压波动补偿功能。排焊机的工作用电位供电电压380V,频率50HZ和供电电压220V,频率60HZ。

走行与焊接交替进行。走行时不允许焊接,焊接时不允许走行。在标准网片焊制时,为了不产生误动作,每段程序执行完,就会失效,直到下一个网片的焊制。任何工作方式下只要已开始自动焊制,则操作台上除在出现严重故障时紧急停车按钮外,其余均不可控,保证了不出现误动作,保证了系统的可靠性。输出点在一个网片焊制过程中要多次定时输出,因此多个内部继电器并联控制一个输出。PLC输出通过继电器做电平变换控制单片机。每段前进程序在单片机中,每步进的精度很高。网片焊机操作台注意事项:1、焊机外壳必须可靠接地,焊机不得受潮;2、根据焊件厚度调整次级电压,打开电源开关后指示灯应亮;3、踏下脚踏板,接触器吸合,控制焊接时间,即能完成焊接的过程,可完成点焊和多点同焊;4、严禁用手触摸触头,以防触电和;5、每单作业结束后,应及时修复光电机头;6、每单作业结束后,应检查机头7、弹簧、杠杆组及踏脚有无损坏和松动,并及时恢复和修复;8、每单作业结束后,检查电气控制元件,是否有效,如有损坏应及时更换和修复;9、机械传动部件损坏当日修复。电控部分与生产厂家联系尽快修复10、通电使用时,不允许打开控制箱机壳,更不允许用手随便触摸箱内各部分。排焊机也叫焊网机,主要用于各类型号的金属丝的焊接成型设备。湖北龙门式全自动排焊机售后
排焊机控制器采用单片机集成控制系统,各组控制参数均能通过进口数码按键任意调节。江西龙门式全自动排焊网机设备
比如对钢筋网片的可焊性与其含碳量及合金元素等材料研究,含碳量增加、则可焊性降含锰量増加,也影响钢筋网片排焊机焊接效果而含适量的钛,可改善焊接性能。钢筋网片排焊机根据结构构件受力的特点,钢筋网片往往需在中间弯曲,而在两端弯成弯钩。钢筋弯曲时,外皮伸长,内皮缩短,而轴线长度不变。但是钢筋网片排焊机设计图纸中所注明的尺寸为钢筋网片外轮廓尺寸,且不包括端头弯钩长度,它是依据构件尺寸、保护层厚度以及钢筋网片排焊机规范要求等按外包尺寸进行计算的。排焊机的结构特点主要包括:1、焊机为龙门式结构,焊机的有效工作空间为900mm,适合焊接*网宽为700mm。2、根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。与上气缸对应在下横梁装置3个或4个下升降气缸。焊接气缸横向位置可调3、各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。4、次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。5、焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。6、变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却。江西龙门式全自动排焊网机设备
上海崴而淀电器有限责任公司是一家从事点焊机,凸焊机,碰焊机,排焊机研发、生产、销售及售后的生产型企业。公司坐落在友谊路1588弄2号楼808室,成立于2005-02-04。公司通过创新型可持续发展为重心理念,以客户满意为重要标准。崴而淀目前推出了点焊机,凸焊机,碰焊机,排焊机等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力机械及行业设备发展。上海崴而淀电器有限责任公司研发团队不断紧跟点焊机,凸焊机,碰焊机,排焊机行业发展趋势,研发与改进新的产品,从而保证公司在新技术研发方面不断提升,确保公司产品符合行业标准和要求。上海崴而淀电器有限责任公司以市场为导向,以创新为动力。不断提升管理水平及点焊机,凸焊机,碰焊机,排焊机产品质量。本公司以良好的商品品质、诚信的经营理念期待您的到来!
- 福建鸡笼排焊机厂家 2024-12-02
- 云南龙门式全自动排焊机设备 2024-12-02
- 广东重型钢筋网排焊网机配件 2024-12-02
- 湖北护栏网片排焊网机售后 2024-12-02
- 小型排焊网机价格 2024-12-02
- 贵州龙门式全自动排焊机设备厂家 2024-12-02
- 内蒙古自动排焊网机价格 2024-12-02
- 安徽丝网排焊网机 2024-12-02
- 西藏钢筋网排焊网机厂家 2024-12-02
- 安徽XY轴网片排焊网机设备价格 2024-12-02
- 辽宁护栏网片排焊机设备生产 2024-12-02
- 贵州丝网排焊机配件 2024-12-02

