- 品牌
- 九驰
- 型号
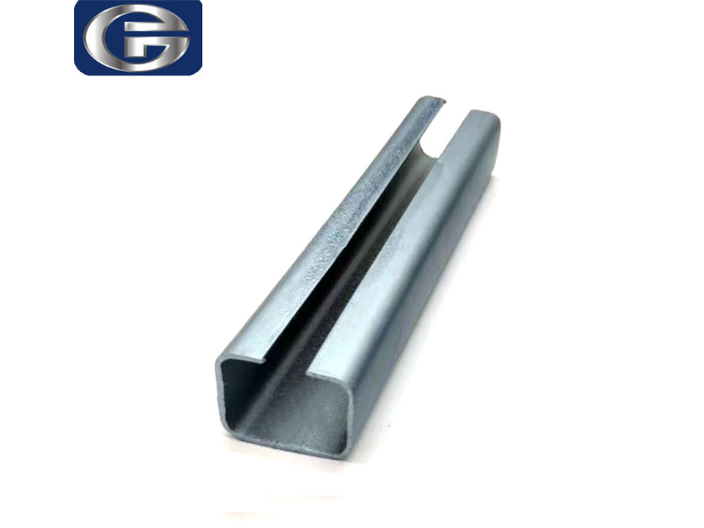
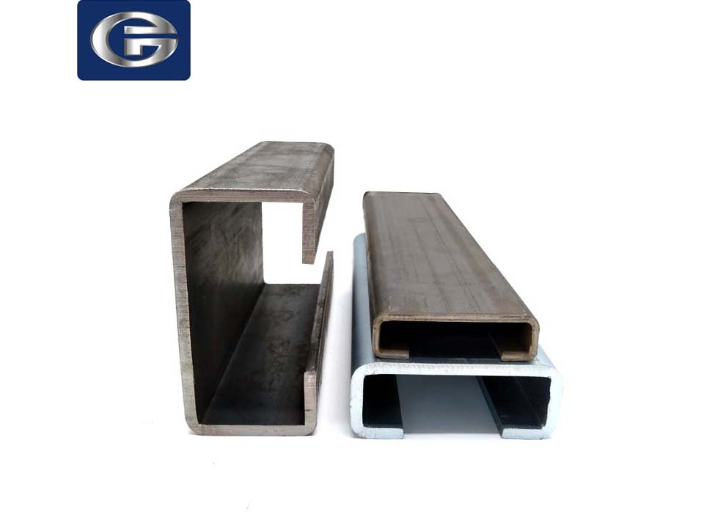
- 57*67
- 类型
- 工业输送线
- 所运物料
- 铁
- 承载重量
- 1000
- 输送能力
- 10
- 输送距离
- 1000
- 适用领域
- 建筑,工业,机械,集装箱,轨道交通等
- 加工定制
- 是
- 外形尺寸
- 230
- 自身重量
- 0.1
- 厂家
- 无锡市九驰金属制品有限公司
- 产地
- 江苏
皮带输送线的结构及设计要点皮带输送系统是基本、应用非常的输送方式,皮带输送线!应用于各种手工装配流水线、自动化专机、自动化生产线中,尤其在各种手工装配流水线及自动化生产线中大量成用,与各种移裁机械手相配合,可以非常方使地组成各种自动化生产线。皮带输送线主要特点(1)制造成本低廉(2)使用灵活方便(3)结构标准化一、皮带输送皮带输送是一种物料传送机构,是指将工件成物料放置在度带上,皮带输送线!依靠皮带的运行将工件或物料从一个地方传送到另一个地方。皮带输送包含了皮带传动,因为皮带输送系统必须对皮带施加牵引力,皮带输送线!这种牵引力来自两个环节a)皮带输送系统中的度带是根据皮带传动的原理直接通过与皮带接触的皮带轮来驱动的,皮带输送线!皮带轮与皮带之间的摩擦力牵引皮带运行。b)皮带轮的驱动有可能通过皮带传动来实现。皮带输送线终必须通过电机来驱动,皮带输送线!电机的输出扭矩要传递到皮带轮上才能驱动输送皮带运动,电机的输出扭矩通常通过以下3种方式传递到递带轮上:齿轮传动链传动带传动由于采用齿轮传动时加工装配都比较麻烦,所以目前工程上大量采用带传动与链传动,皮带输送线!由于在带传动方式中同步带传动具有一系列突出的优点。直销生产轨道输送线,产地货源,欢迎来电咨询无锡市九驰金属制品。四川轨道输送线供应商

柔性链板输送机属于一种高性价比的输送设备,在食品、化妆品、饮料、制药、机械等行业的用途效果,柔性输送系统的操作简单,外观精美,并且具有传送高速、运行稳定,设备维护少,作业成本低等特点柔性链板输送机也应用于食品行业,化妆品行业,饮料行业、制药行业、机械行业等。齿形链输送机是一种铝制输送机,输送带采用齿形柔性链板制作,能灵活的实现多种角度的转弯输送。齿形链输送机可以根据需要的形式组成输送系统,机身采用铝合金制作,具有灵巧、轻便、美观,标准的特点;模块式的结构设计,拼装简单、快速、系统稳定,用于卫生程度高,使用面积小,干净,自动化程度高的输送线配套使用。柔性输送系统是一种组合式输送系统,根据客户不同的需求,可制成推、托、夹等各种输送形式,组成一系列生产按流程,可搭贴标机,打标机等各类输送设备,形成各种形式的生产流水线。用于化妆品、食品饮料、医药制造等行业。柔性输送系统能有效的提高整体生产输送效率。柔性链输送系统将非增值操作降到低,可将产出时间消减一半,减少的废物总量和每单位产品的能耗,从而降低了操作对环境的影响,有效提高了生产流程的效率。四川轨道输送线供应商源头厂家加工定制轨道输送线,无锡市九驰金属制品有限公司。

高温,化学品的影响等);5、输送机属于无动力式或电机带动式。为确保货物能够平稳输送,必须在任何时间点都至少有三只辊筒与输送物保持接触。对软袋包装物必要时应加托盘输送[2]。滚筒输送线辊筒编辑1、辊筒的长度选择:不同宽度的货物应选适合宽度的辊筒,一般情况下采用“输送物+50mm”。2、辊筒的壁厚及轴径选择:按照输送物的重量平均分配到接触的辊筒上,计算出每支辊筒的所需承重,从而确定辊筒的壁厚及轴径。3、辊筒材料及表面处理:根据输送环境的不同,确定辊筒所采用的材质和表面处理(碳钢镀锌、不锈钢、发黑还是包胶)。4、选择辊筒的安装方式:根据整体输送机的具体要求,选择滚筒的安装方式:弹簧压入式,内牙轴式,全扁榫式,通轴销孔式等。对于弯道机的锥形辊筒,其辊面宽度及锥度视货物尺寸和转弯半径而定。
应待溶剂基本挥发后再送入烘房。四、涂装时要不断注意涂料粘度的测定,每班应测定1-2次粘度,若粘度增高超过原粘度的10%,就应及时补加溶剂。添加溶剂时,应停止浸涂作业。搅拌均匀后,测定粘度,然后再继续作业。五、漆膜的厚度主要决定于涂装生产线上物体提升的速率以及漆液的粘度。在按上述要求控制了漆液的粘度后,涂装生产线应按照漆膜30um左右的限速度,根据不同的设备,实验确定合适的提升速率。按此速率均匀地提升被涂物件。提升速率快,漆膜薄;提升速率慢,漆膜厚且不均匀。六、在涂装生产线上进行浸涂操作时,有时造成被涂上、下部的漆膜具有厚度差异,尤其是在被涂物的下边缘出现肥厚积存。为提高涂层的装饰性,在小批量浸涂时用刷子手工除掉多余积存的漆滴,也可用离心力或静电引力设备除掉这些漆滴。七、在涂装生产线上浸涂木制件时,注意时间不能太长,以免木材吸入过量的涂料,造成慢干和浪费。八、加强通风设备,防止溶剂蒸气的危害;注意防火措置的安排和定期检查涂装生产线。涂装悬挂输送线就是产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产活动所构成的路线。生产线是按对象原则组织起来的。工厂直销生产轨道输送线,来电咨询无锡市九驰金属。

所以目前大量果用同步带传动方式。在小型输送线上也经常省去上述传动环节,皮带输送线!将电机经过减速器后直接连接到皮带主动轮上节省空间,简化机构设计二、皮带输送线的结构原理与案例讲解皮带输送线结构原理各种皮带输送线虽然在形式上有些差异,但其结构原理是一样的。皮带输送线!皮带输送线的结构原理,基本的皮带输送线由以下部分组成,各部分的作用分别为:(1)皮带输送输送工件或物料。输送皮带运行时,工件或物料依靠与皮带之间的摩擦力随皮带一起运动,使工件或物料从一个位置输送到另一个位置。皮带输送线!上方的皮带需要运送工件,为承裁段,下方的皮带不工作,为返回段。(2)主动轮直接驱动度带,皮带输送线!依靠轮与带之间的摩擦力驱动皮带运行(3)从动轮支承皮带,皮带输送线!使皮带连续运行。专业生产轨道输送线厂家,推荐无锡市九驰金属制品有限公司。南通源头好货轨道输送线哪里买
轨道输送线厂家哪家专业,无锡市九驰金属制品有限公司。四川轨道输送线供应商
涂装悬挂输送线性价比超高涂装悬挂输送线基本原理是把一个生产重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程可以与其它子过程同时进行。简而言之,就是“功能分解,空间上顺序依次进行,时间上重叠并行”。生产线的自动化有以下步骤:1.先确定节拍时间:不论何种制品,皆在其必须完成的恰好时间内制造。2.单位流程:只针对一项产品,进行单位配件的搬运、装配、加工及素材的领取。3.先导器:制作以目视即能了解节拍时间的装置。4.U字型生产线:将设备依工程顺序逆时针排列,并由一人负责出口及入口。5.AB控制:只有当后工程无产品,而前工程有产品的情形,才进行工程。6.灯号:传达生产线流程中产品异状的装置。7.后工程领取:生产线的产品要因应后工程的需求。注意事项:一、涂装生产线上应注意被涂物件的装挂。预先通过试浸来设计挂具及物件在涂装生产线上的装挂方式,保证工件在浸涂时处于位置。被涂物的平面应接近垂直,其他平面与水平呈10°-40°角,使余漆的涂装面上能够较流畅地流尽。二、在涂装生产线上涂装时为防止溶剂在车间内的扩散和尘埃落入漆槽内,浸漆槽应保护起来。三、大型物件在涂装生产线上浸涂后。四川轨道输送线供应商

- 哪家厂家直销生产轨道输送线现货供应 2024-10-14
- 南通口碑好轨道输送线品种齐全 2024-10-14
- 扬州源头好货轨道输送线哪里买 2024-10-14
- 镇江厂家定制轨道输送线品种齐全 2024-10-14
- 扬州哪家厂家直销生产轨道输送线销售厂家 2024-10-14
- 盐城厂家定做轨道输送线销售厂家 2024-10-14
- 南京厂家定制轨道输送线 2024-10-14
- 无锡源头直销轨道输送线联系方式 2024-10-14